Improvement of Production Line Efficiency: BUSN20019 Project Report
VerifiedAdded on 2020/03/02
|13
|2641
|65
Project
AI Summary
This research project, submitted as part of a Master's in Professional Engineering program, investigates the improvement of overall efficiency in an automotive jack assembly production line through the application of line balancing techniques. The study explores various aspects of production and operations management, including labor balancing, equipment balancing, and production line analysis. The project identifies key challenges such as equipment downtime, poor process quality, and starvation of parts, and proposes solutions to mitigate these issues. The research employs both qualitative and quantitative data collection methods, including a survey of automotive industries, with a major case study on Jack automotive company. The findings emphasize the importance of line balancing in optimizing production processes, reducing bottlenecks, and enhancing overall productivity, with considerations for both static and dynamic balancing strategies. The project also delves into the roles of management engineers and the critical areas of production that require balancing, including labor, equipment, production processes, and leadership, to achieve a more efficient and streamlined production line.

Running head: JACK AUTOMOTIVE LINE BALANCING STRATEGY 1
Improvement of overall efficiency of production line using line balancing
BUSN20019: Professional Project
A research proposal submitted in fulfillment of the requirement of BUSN20019 (Professional
Project) for the degree of Master in Professional Engineering
Name:
Student Id:
February 2017
Improvement of overall efficiency of production line using line balancing
BUSN20019: Professional Project
A research proposal submitted in fulfillment of the requirement of BUSN20019 (Professional
Project) for the degree of Master in Professional Engineering
Name:
Student Id:
February 2017
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
JACK AUTOMOTIVE LINE BALANCING STRATEGY 2
Contents
1.1 Introduction..............................................................................................................................................3
1.2 Definition of terms...................................................................................................................................3
1.3 Research aim............................................................................................................................................4
1.4 Methodology............................................................................................................................................4
2.0 Critical literature review..........................................................................................................................4
2.1 Types of line balancing......................................................................................................................7
2.1.1 Static balance..................................................................................................................................7
2.1.2 Dynamic balance.........................................................................................................................7
2.2 Production and Operations Management...........................................................................................7
2.2.1 Labour balancing............................................................................................................................7
2.2.2 Equipment balancing......................................................................................................................7
2.2.3 Production line analysis..................................................................................................................8
2.2.4 Line balancing leadership...............................................................................................................8
3.0 Findings.................................................................................................................................................8
3.1 Equipment downtime losses..............................................................................................................8
3.2 Poor process quality...........................................................................................................................9
3.3 Starvation of parts..............................................................................................................................9
Conclusion.................................................................................................................................................11
References.................................................................................................................................................13
Improvement of overall efficiency of production line by using line balancing
Contents
1.1 Introduction..............................................................................................................................................3
1.2 Definition of terms...................................................................................................................................3
1.3 Research aim............................................................................................................................................4
1.4 Methodology............................................................................................................................................4
2.0 Critical literature review..........................................................................................................................4
2.1 Types of line balancing......................................................................................................................7
2.1.1 Static balance..................................................................................................................................7
2.1.2 Dynamic balance.........................................................................................................................7
2.2 Production and Operations Management...........................................................................................7
2.2.1 Labour balancing............................................................................................................................7
2.2.2 Equipment balancing......................................................................................................................7
2.2.3 Production line analysis..................................................................................................................8
2.2.4 Line balancing leadership...............................................................................................................8
3.0 Findings.................................................................................................................................................8
3.1 Equipment downtime losses..............................................................................................................8
3.2 Poor process quality...........................................................................................................................9
3.3 Starvation of parts..............................................................................................................................9
Conclusion.................................................................................................................................................11
References.................................................................................................................................................13
Improvement of overall efficiency of production line by using line balancing
JACK AUTOMOTIVE LINE BALANCING STRATEGY 3
1.1 Introduction
This project mainly reflects on the topic “Improvement of overall efficiency of
production line by using line balancing” as part of Masters in management for engineers. It is
identified that in management for engineers, improvement of efficiency of the production line is
one of the important field because it improves the efficiency of the automotive jack assembly
production line. It is found that production line must be managed appropriately by a company for
maximizing the productivity. An engineer with proper knowledge about management is very
much necessary for improving the efficiency of production line and eliminating waste from the
entire production chain for enhancing productivity of the company.
1.2 Definition of terms
1.2.1 Talk time: time needed to perform a given task normally expressed in minutes. It is a pre-
requisite in balancing tasks. Talk time marges production with customer’ demands. Producing
faster than talk time causes over production whereas producing slower than talk time creates
bottlenecks (Elbert, 2013).
1.2.3 Bottleneck: delayed transmission in production process.
1.2.4 Productivity: output ratio verses input. It is determined by worker’s skills, technology, and
machinery.
1.2.5 Workstation: a place set aside for specific work with tools and equipment.
1.2.6 Downtime: a period when no value is added to production. It is associated with wastes
such as overproduction, long waiting period, transportation, and inappropriate processing.
1.1 Introduction
This project mainly reflects on the topic “Improvement of overall efficiency of
production line by using line balancing” as part of Masters in management for engineers. It is
identified that in management for engineers, improvement of efficiency of the production line is
one of the important field because it improves the efficiency of the automotive jack assembly
production line. It is found that production line must be managed appropriately by a company for
maximizing the productivity. An engineer with proper knowledge about management is very
much necessary for improving the efficiency of production line and eliminating waste from the
entire production chain for enhancing productivity of the company.
1.2 Definition of terms
1.2.1 Talk time: time needed to perform a given task normally expressed in minutes. It is a pre-
requisite in balancing tasks. Talk time marges production with customer’ demands. Producing
faster than talk time causes over production whereas producing slower than talk time creates
bottlenecks (Elbert, 2013).
1.2.3 Bottleneck: delayed transmission in production process.
1.2.4 Productivity: output ratio verses input. It is determined by worker’s skills, technology, and
machinery.
1.2.5 Workstation: a place set aside for specific work with tools and equipment.
1.2.6 Downtime: a period when no value is added to production. It is associated with wastes
such as overproduction, long waiting period, transportation, and inappropriate processing.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
JACK AUTOMOTIVE LINE BALANCING STRATEGY 4
1.3 Research aim
The aim of this research is to access the impact of improving overall efficiency of production
line using line balancing.
1.4 Research questions
Following are the research question that is developed to examine the implications of line
balancing to Jack automotive company and other related industries investing in assembling
production design. These are:
i. How the efficiency of production line is improved?
ii. What is usefulness of line balancing in production line?
iii. What is the role of management engineers in production line?
iv. How the efficiency of production line is improved?
1.4 Methodology
Data collection is about empirical evidences. The study used survey method to measure
proponents related line production within automotive industries with Jack automotive as a major
case of study. Both qualitative and quantitative approaches were used to obtain data. Bernard,
Moxnes, Saito, & National Bureau of Economic Research (2015) define data analysis as a
process of systematically searching, organizing, arranging, and breaking data into manageable
units. Data was presented qualitatively.
2.0 Critical literature review
1.3 Research aim
The aim of this research is to access the impact of improving overall efficiency of production
line using line balancing.
1.4 Research questions
Following are the research question that is developed to examine the implications of line
balancing to Jack automotive company and other related industries investing in assembling
production design. These are:
i. How the efficiency of production line is improved?
ii. What is usefulness of line balancing in production line?
iii. What is the role of management engineers in production line?
iv. How the efficiency of production line is improved?
1.4 Methodology
Data collection is about empirical evidences. The study used survey method to measure
proponents related line production within automotive industries with Jack automotive as a major
case of study. Both qualitative and quantitative approaches were used to obtain data. Bernard,
Moxnes, Saito, & National Bureau of Economic Research (2015) define data analysis as a
process of systematically searching, organizing, arranging, and breaking data into manageable
units. Data was presented qualitatively.
2.0 Critical literature review
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
JACK AUTOMOTIVE LINE BALANCING STRATEGY 5
SLine balancing is streaming the workload within a system to eliminate bottlenecks and
excess capacity. Practically, a constraint slow process limits results and downward operations.
Excess capacity causes time wastage due to waiting as well as increased operational costs. To
create a balance in production, tasks are divided into equal portions to avoid labour idealness and
improve productivity (Mayer, 1962). Practically, a balanced line of production is achieved when
workers tasks take equal timeframe. Line balancing therefore can be defined as a manufacturing-
engineering function where the production tasks are divided into equal portions (Bernard,
Moxnes, Saito, & National Bureau of Economic Research, 2015).
Assembly line balancing is associated with operations inclined to workstations. Line
balancing technique optimizes industrial processes within automotive industry. The intent of line
balancing is to tally the output with the products. Line balancing helps in solving problems
within the assembly line (Gevorkian, 2010).
The paper focuses on automotive assembly production line. Assembly line is a
manufacturing process where parts are added from one workstation to another in a sequence until
the final product is produced. In particular, assembly method of production is used in
automobiles, transport, and household products. This production line is designed for sequential
organization of workers, tools and machines. According to Karim andArif (2013), efficiency of
the automotive jack assembly production line is mainly improved by utilizing line balancing
which is one of the engineering function in which entire tasks of production line are divided. On
the other hand, it is stated by Parvez, Amin and Akter (2017) that the technique of line balancing
is mainly utilized in the project of production line for enhancing the entire production of the
organization. Karim and Arif (2013) argue that assembly works in respect to three guiding
principles which are; sequential placement of workers and tools of operation to allow each
SLine balancing is streaming the workload within a system to eliminate bottlenecks and
excess capacity. Practically, a constraint slow process limits results and downward operations.
Excess capacity causes time wastage due to waiting as well as increased operational costs. To
create a balance in production, tasks are divided into equal portions to avoid labour idealness and
improve productivity (Mayer, 1962). Practically, a balanced line of production is achieved when
workers tasks take equal timeframe. Line balancing therefore can be defined as a manufacturing-
engineering function where the production tasks are divided into equal portions (Bernard,
Moxnes, Saito, & National Bureau of Economic Research, 2015).
Assembly line balancing is associated with operations inclined to workstations. Line
balancing technique optimizes industrial processes within automotive industry. The intent of line
balancing is to tally the output with the products. Line balancing helps in solving problems
within the assembly line (Gevorkian, 2010).
The paper focuses on automotive assembly production line. Assembly line is a
manufacturing process where parts are added from one workstation to another in a sequence until
the final product is produced. In particular, assembly method of production is used in
automobiles, transport, and household products. This production line is designed for sequential
organization of workers, tools and machines. According to Karim andArif (2013), efficiency of
the automotive jack assembly production line is mainly improved by utilizing line balancing
which is one of the engineering function in which entire tasks of production line are divided. On
the other hand, it is stated by Parvez, Amin and Akter (2017) that the technique of line balancing
is mainly utilized in the project of production line for enhancing the entire production of the
organization. Karim and Arif (2013) argue that assembly works in respect to three guiding
principles which are; sequential placement of workers and tools of operation to allow each
JACK AUTOMOTIVE LINE BALANCING STRATEGY 6
component parts travel the least possible distance during the assembling process, use of work
slides for easy allocation of parts, and convenience of distances.
Traditionally, automotive product manufacturers used a single craftsperson or a team to
create each part of a product. The parts would then be assembled into a final product making
changes where necessary. With the increased industrial revolution in the 19th century, division
of labour became most common making a paradigm shift in automotive production line due to
proliferation of manufacturing and invention. Notable improvements in material handling and
assembling surfaced into industrial engineering.
The automotive industry tracks several benefits of assembly line including improved working
condition, time saving, no training or special skills required, and opening employment
opportunity. Critics such as Karl Marx argue against line balancing production technique. He
reinforces that such method of production denies workers opportunity to mirror in the final
product hence less job satisfaction. Marx also identifies labour as an opportunity to externalize
personalities. He argues in response to this proponent by stating that assembly denies workers a
chance to feel to feel their contribution to the real needs of humanity. This method of production
distances workers from others and the society as well. He further assumes that specialization
causes job insecurity in the event where costs raise leading to replacement of human labour with
machines Stevenson, W. J. (2018).
2.1 Types of line balancing
To make production flexible, the following types of line balancing are applicable
component parts travel the least possible distance during the assembling process, use of work
slides for easy allocation of parts, and convenience of distances.
Traditionally, automotive product manufacturers used a single craftsperson or a team to
create each part of a product. The parts would then be assembled into a final product making
changes where necessary. With the increased industrial revolution in the 19th century, division
of labour became most common making a paradigm shift in automotive production line due to
proliferation of manufacturing and invention. Notable improvements in material handling and
assembling surfaced into industrial engineering.
The automotive industry tracks several benefits of assembly line including improved working
condition, time saving, no training or special skills required, and opening employment
opportunity. Critics such as Karl Marx argue against line balancing production technique. He
reinforces that such method of production denies workers opportunity to mirror in the final
product hence less job satisfaction. Marx also identifies labour as an opportunity to externalize
personalities. He argues in response to this proponent by stating that assembly denies workers a
chance to feel to feel their contribution to the real needs of humanity. This method of production
distances workers from others and the society as well. He further assumes that specialization
causes job insecurity in the event where costs raise leading to replacement of human labour with
machines Stevenson, W. J. (2018).
2.1 Types of line balancing
To make production flexible, the following types of line balancing are applicable
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
JACK AUTOMOTIVE LINE BALANCING STRATEGY 7
2.1.1 Static balance-Static balance comes as a result of long term difference in capacity. An
imbalance in time results to underutilization of machinery, workstations, and staff.
2.1.2 Dynamic balance- refers to short-term differences in capacity. For example, minutes
delays and hours at most. Dynamic imbalance is as a result of product mix changes and time
variations at workplace.
2.2 Production and Operations Management
According to Shibata (2016) there are four critical areas that need balancing. These are labour,
equipment, production processes, and leadership. These factors affect the production unit within
speculated automotive industries.
2.2.1 Labour balancing
Labour balancing measures efforts of staff members. It can be dealt with in two ways. These are
offering technical support to workers with technical hitches or psychological problems and group
technology. Labour balancing allows workers to deal with various tasks within their work
stations mounting to diversity within production line for an impulsive output.
2.2.2 Equipment balancing
Maximizing available equipment is vital in manufacturing process. However, high
utilization is prone to counterproductive due to high inventory required leading to system failure.
Equipment failure is a major blow to companies since this may lead to production line shutdown.
To avoid such, it is essential to train workers to do daily machine check. Technicians and
engineers should equally avoid overloading equipment (Mangold et al., 2014).
2.1.1 Static balance-Static balance comes as a result of long term difference in capacity. An
imbalance in time results to underutilization of machinery, workstations, and staff.
2.1.2 Dynamic balance- refers to short-term differences in capacity. For example, minutes
delays and hours at most. Dynamic imbalance is as a result of product mix changes and time
variations at workplace.
2.2 Production and Operations Management
According to Shibata (2016) there are four critical areas that need balancing. These are labour,
equipment, production processes, and leadership. These factors affect the production unit within
speculated automotive industries.
2.2.1 Labour balancing
Labour balancing measures efforts of staff members. It can be dealt with in two ways. These are
offering technical support to workers with technical hitches or psychological problems and group
technology. Labour balancing allows workers to deal with various tasks within their work
stations mounting to diversity within production line for an impulsive output.
2.2.2 Equipment balancing
Maximizing available equipment is vital in manufacturing process. However, high
utilization is prone to counterproductive due to high inventory required leading to system failure.
Equipment failure is a major blow to companies since this may lead to production line shutdown.
To avoid such, it is essential to train workers to do daily machine check. Technicians and
engineers should equally avoid overloading equipment (Mangold et al., 2014).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
JACK AUTOMOTIVE LINE BALANCING STRATEGY 8
2.2.3 Production line analysis
Production line analysis measures staff, divide production line into small units, specify
task sequences, determine task time standards, and note constraints. Singling out these bottle
necks would amount into a balance reducing time needed to perform tasks.
2.2.4 Line balancing leadership
This strategy deals with the management. Both workers and managers effect possible
system failures and lead production line balancing efforts. The initiative will enable the top
management to respond in time when static and dynamic line imbalances arise, crop up a
workable scheme to make a difference in the output.
3.0 Findings
Assembly lines are associated with production losses. These losses are real time since
they affect performance of automotive companies in terms of delivery, cost, quality, and morale
(Stevenson, 2018). The losses negatively influence the performance of the top management with
respect to quality. Production loses include; equipment downtime, poor processes and quality,
and starvation of parts.
3.1 Equipment downtime losses
Equipment downtime losses are categorically placed into three. These are; manual; semi-
manual automated, and fully automated equipment losses. Slack, Brandon-Jones, & Johnston
(2017) argue that manual and semi automated equipment are mechanical or electromechanical.
For example, an operator using a guiding cylinder to lock a castle nut into a bolt. Fully
automated equipment losses include robots, welding guns and others. Electromechanical
equipment should be fully charged to avoid decreased processing time. Besides maintenance,
2.2.3 Production line analysis
Production line analysis measures staff, divide production line into small units, specify
task sequences, determine task time standards, and note constraints. Singling out these bottle
necks would amount into a balance reducing time needed to perform tasks.
2.2.4 Line balancing leadership
This strategy deals with the management. Both workers and managers effect possible
system failures and lead production line balancing efforts. The initiative will enable the top
management to respond in time when static and dynamic line imbalances arise, crop up a
workable scheme to make a difference in the output.
3.0 Findings
Assembly lines are associated with production losses. These losses are real time since
they affect performance of automotive companies in terms of delivery, cost, quality, and morale
(Stevenson, 2018). The losses negatively influence the performance of the top management with
respect to quality. Production loses include; equipment downtime, poor processes and quality,
and starvation of parts.
3.1 Equipment downtime losses
Equipment downtime losses are categorically placed into three. These are; manual; semi-
manual automated, and fully automated equipment losses. Slack, Brandon-Jones, & Johnston
(2017) argue that manual and semi automated equipment are mechanical or electromechanical.
For example, an operator using a guiding cylinder to lock a castle nut into a bolt. Fully
automated equipment losses include robots, welding guns and others. Electromechanical
equipment should be fully charged to avoid decreased processing time. Besides maintenance,
JACK AUTOMOTIVE LINE BALANCING STRATEGY 9
trained personnel should verify the validity of the program. Equally, predictive and preventive
maintenance would help solve the problem. Preventive maintenance may include replacing tools
after a given time. Predictive maintenance may be established by notifying and recording of
abnormalities such as unusual noise and loose nuts. Further, calibration of assembly tools to
ensure each tool performs its basic function within a stipulated timeframe would avoid errors in
production. Finally, quick change over would also work where calibrated tools are placed next to
workstations for a quick replacement. Since automated backup systems are costly, manual
systems may be installed in cases where automatic systems fail (Leymann & Roller, 2000).
3.2 Poor process quality
Process quality may be lower due to operator’s difficulty in handling the system leading
to delays or stopping the line, too many designed steps to complete a task, non-compliance with
ergonomics leading to injuries and/or incomplete assemblies, and shortcomings such as lighting
at workstation. To manage these, the operator should identify sources of losses, differentiate
shifts, and training workers (Maylor, 2003). Managers should equally ensure engineering experts
and workgroup leaders review downtime to understand stopping time at the workstation.
3.3 Starvation of parts
Starvation of parts may be as a result of supplier’s quality problems due to unreliable
coordination of delivery systems. Automotive companies are prone to shut down the production
process due to unforeseen circumstances such as accidents leading to shortage of parts. To solve
this, lean material stocking system is workable. The approach will eliminate labor related issues
such as storage, locating, and retrieving production materials.
3.4 Line balancing in production line contribution
trained personnel should verify the validity of the program. Equally, predictive and preventive
maintenance would help solve the problem. Preventive maintenance may include replacing tools
after a given time. Predictive maintenance may be established by notifying and recording of
abnormalities such as unusual noise and loose nuts. Further, calibration of assembly tools to
ensure each tool performs its basic function within a stipulated timeframe would avoid errors in
production. Finally, quick change over would also work where calibrated tools are placed next to
workstations for a quick replacement. Since automated backup systems are costly, manual
systems may be installed in cases where automatic systems fail (Leymann & Roller, 2000).
3.2 Poor process quality
Process quality may be lower due to operator’s difficulty in handling the system leading
to delays or stopping the line, too many designed steps to complete a task, non-compliance with
ergonomics leading to injuries and/or incomplete assemblies, and shortcomings such as lighting
at workstation. To manage these, the operator should identify sources of losses, differentiate
shifts, and training workers (Maylor, 2003). Managers should equally ensure engineering experts
and workgroup leaders review downtime to understand stopping time at the workstation.
3.3 Starvation of parts
Starvation of parts may be as a result of supplier’s quality problems due to unreliable
coordination of delivery systems. Automotive companies are prone to shut down the production
process due to unforeseen circumstances such as accidents leading to shortage of parts. To solve
this, lean material stocking system is workable. The approach will eliminate labor related issues
such as storage, locating, and retrieving production materials.
3.4 Line balancing in production line contribution
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
JACK AUTOMOTIVE LINE BALANCING STRATEGY 10
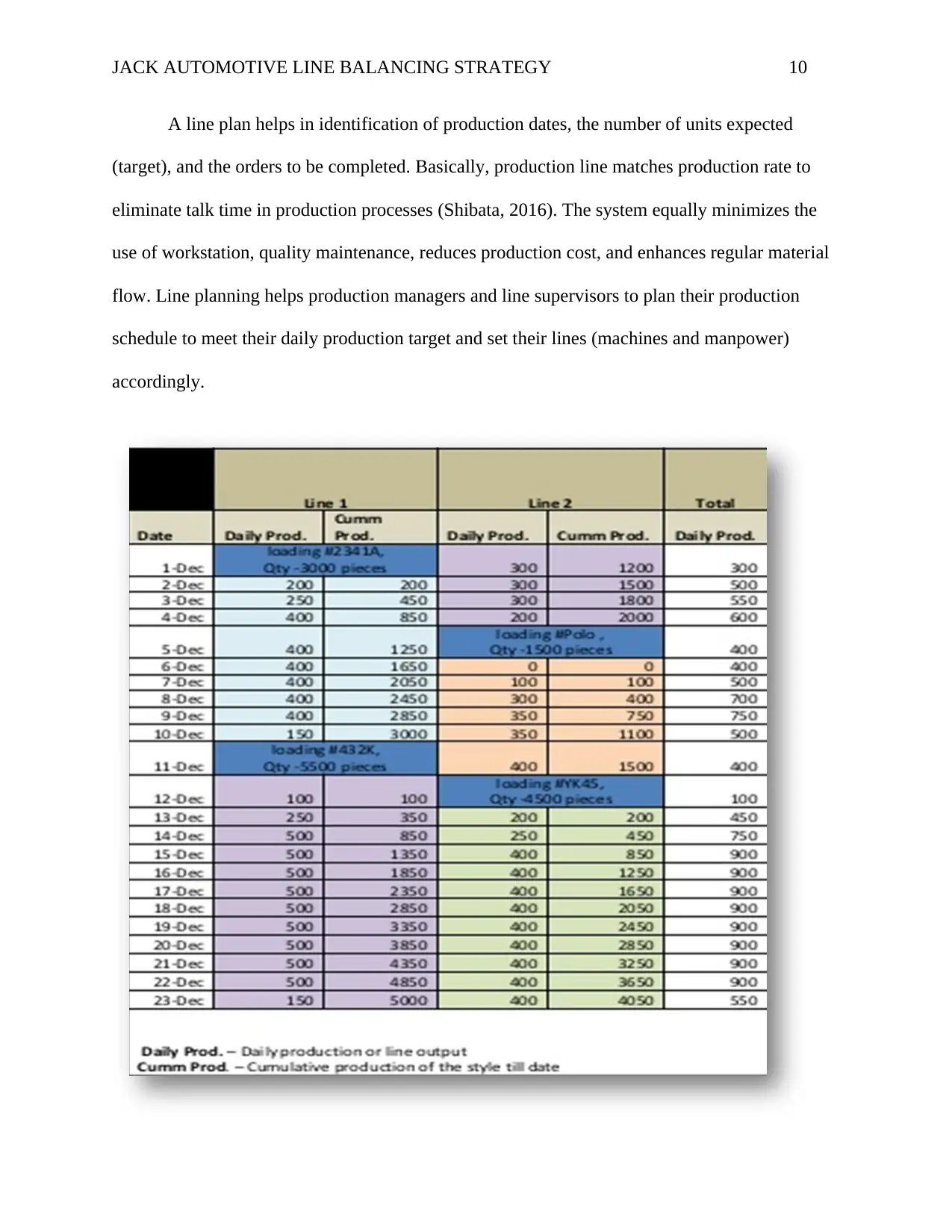
A line plan helps in identification of production dates, the number of units expected
(target), and the orders to be completed. Basically, production line matches production rate to
eliminate talk time in production processes (Shibata, 2016). The system equally minimizes the
use of workstation, quality maintenance, reduces production cost, and enhances regular material
flow. Line planning helps production managers and line supervisors to plan their production
schedule to meet their daily production target and set their lines (machines and manpower)
accordingly.
A line plan helps in identification of production dates, the number of units expected
(target), and the orders to be completed. Basically, production line matches production rate to
eliminate talk time in production processes (Shibata, 2016). The system equally minimizes the
use of workstation, quality maintenance, reduces production cost, and enhances regular material
flow. Line planning helps production managers and line supervisors to plan their production
schedule to meet their daily production target and set their lines (machines and manpower)
accordingly.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
JACK AUTOMOTIVE LINE BALANCING STRATEGY 11
Sample product line sheet (McGonagle & Vella, 2002 )
Conclusion
Concisely, production line balancing is about flexibility of systems and approaches of
production to ensure value is maintained as well as diminishing bottlenecks and excess capacity.
For effective resource management and impressive production line, approaches such as labour
balancing, production line analysis, line balancing leadership, and equipment balancing are
highly workable. Choosing an appropriate balancing strategy lies in the hands of engineers and
technicians. However, the management and the staff in general should be well acquainted of.
Sample product line sheet (McGonagle & Vella, 2002 )
Conclusion
Concisely, production line balancing is about flexibility of systems and approaches of
production to ensure value is maintained as well as diminishing bottlenecks and excess capacity.
For effective resource management and impressive production line, approaches such as labour
balancing, production line analysis, line balancing leadership, and equipment balancing are
highly workable. Choosing an appropriate balancing strategy lies in the hands of engineers and
technicians. However, the management and the staff in general should be well acquainted of.
JACK AUTOMOTIVE LINE BALANCING STRATEGY 12
References
Bernard, A. B., Moxnes, A., Saito, Y. U., & National Bureau of Economic Research. (2015).
Production networks, geography and firm performance.
Elbert, M. (2013). Lean production for the small company. Boca Raton, FL: CRC Press.
Gevorkian, P. (2010). Alternative energy systems in building design. New York: McGraw-Hill.
Karim, A., & Arif-Uz-Zaman, K. (2013). A methodology for effective implementation of lean strategies
and its performance evaluation in manufacturing organizations. Business Process Management
Journal, 19(1), 169-196.
Leymann, F., & Roller, D. (2000). Production workflow: Concepts and techniques. Upper
Saddle River, NJ: Prentice Hall PTR.
Mangold, J., Keach, J., Konrad, C., Dennis, G., Phoenix, J., & Witherspoon, R. (2014). Walk the
line.
Mayer, R. R. (1962). Production management. New York: McGraw-Hill.
Maylor, H. (2003). International journal of operations & production management: The 8th
International Conference of the European Operations Management Association, Bath,
UK. Bradford, England: Emerald Group Pub.
References
Bernard, A. B., Moxnes, A., Saito, Y. U., & National Bureau of Economic Research. (2015).
Production networks, geography and firm performance.
Elbert, M. (2013). Lean production for the small company. Boca Raton, FL: CRC Press.
Gevorkian, P. (2010). Alternative energy systems in building design. New York: McGraw-Hill.
Karim, A., & Arif-Uz-Zaman, K. (2013). A methodology for effective implementation of lean strategies
and its performance evaluation in manufacturing organizations. Business Process Management
Journal, 19(1), 169-196.
Leymann, F., & Roller, D. (2000). Production workflow: Concepts and techniques. Upper
Saddle River, NJ: Prentice Hall PTR.
Mangold, J., Keach, J., Konrad, C., Dennis, G., Phoenix, J., & Witherspoon, R. (2014). Walk the
line.
Mayer, R. R. (1962). Production management. New York: McGraw-Hill.
Maylor, H. (2003). International journal of operations & production management: The 8th
International Conference of the European Operations Management Association, Bath,
UK. Bradford, England: Emerald Group Pub.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 13
Related Documents





Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.