Report on Selective Laser Melting and Additive Manufacturing
VerifiedAdded on 2020/05/01
|6
|690
|316
Report
AI Summary
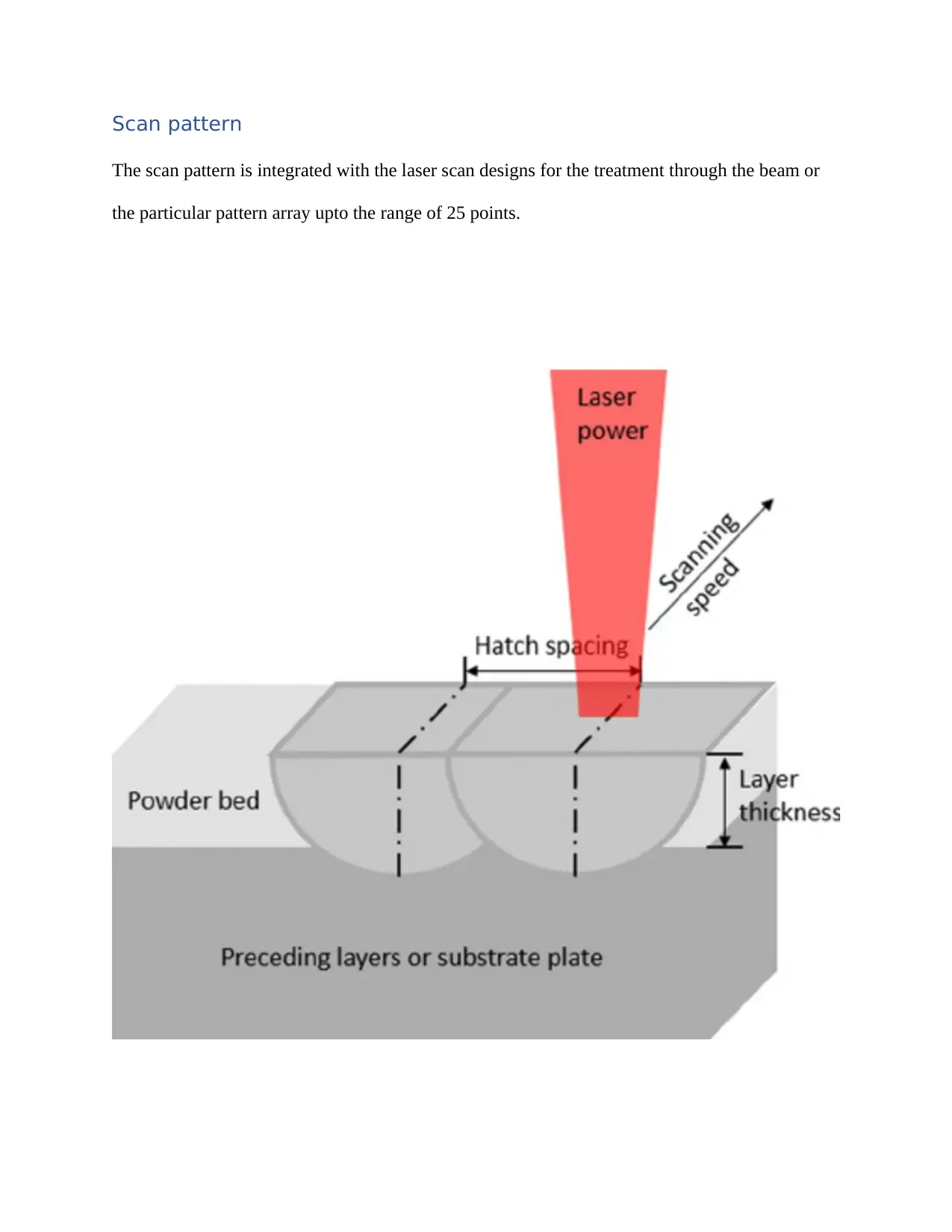
This report delves into the realm of Selective Laser Melting (SLM) and Additive Manufacturing (AM), crucial technologies in modern engineering. It meticulously examines the SLM process, detailing the layer-by-layer fabrication technique using high-intensity lasers guided by 3D CAD data. The report highlights the influence of key SLM parameters such as laser power, scanning speed, and hatch distance on the density of AlSi10Mg samples. Furthermore, it explores the broader context of AM, emphasizing its role in building 3D objects through the sequential addition of material layers. The report discusses the importance of scan patterns, additive manufacturing techniques, and the applications of AM across various industries, including aerospace, medical, and construction. References to supporting research are included to provide a robust understanding of the subject matter.
1 out of 6
Related Documents




Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.