Supply Chain Operations Management Report: Case Studies and Analysis
VerifiedAdded on 2020/02/24
|17
|1822
|281
Report
AI Summary
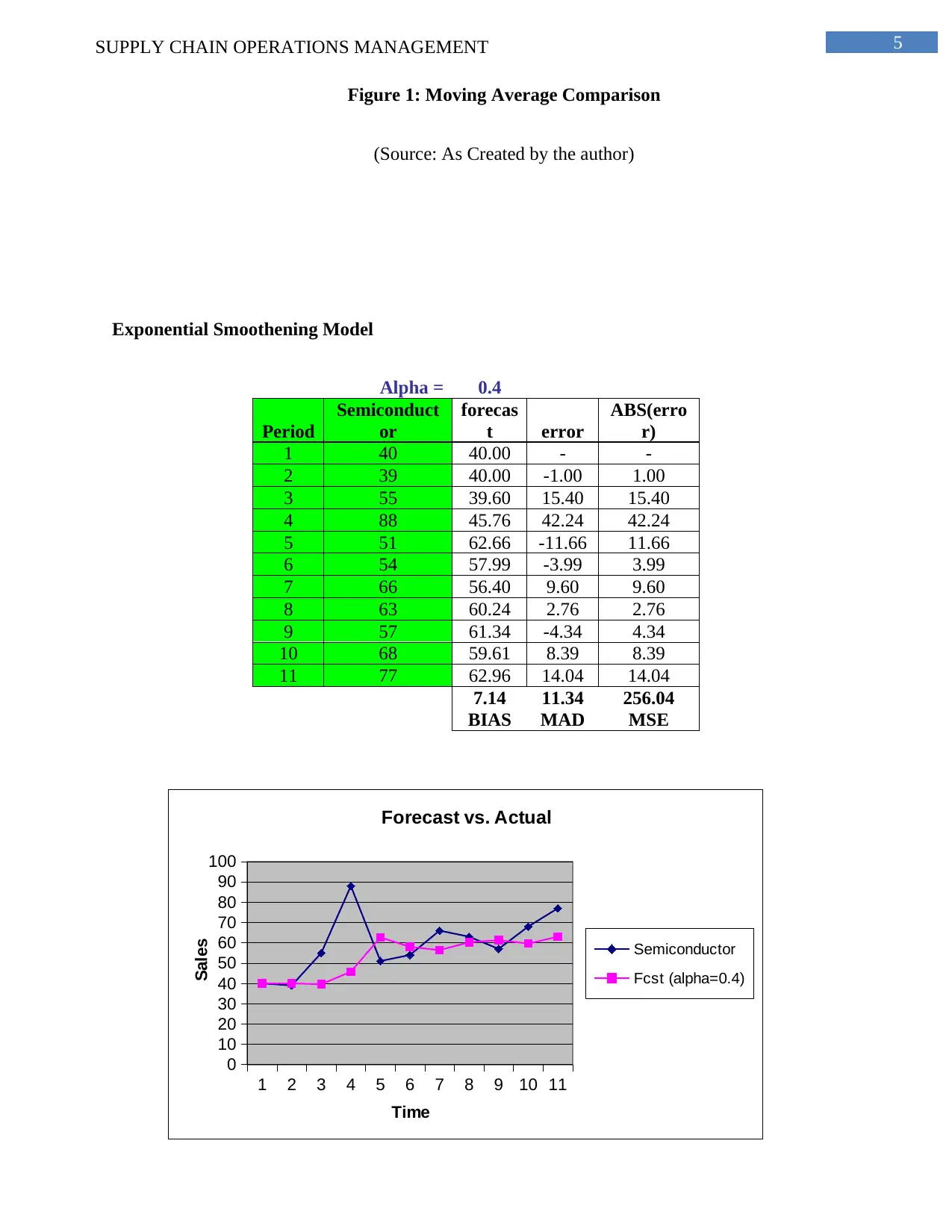
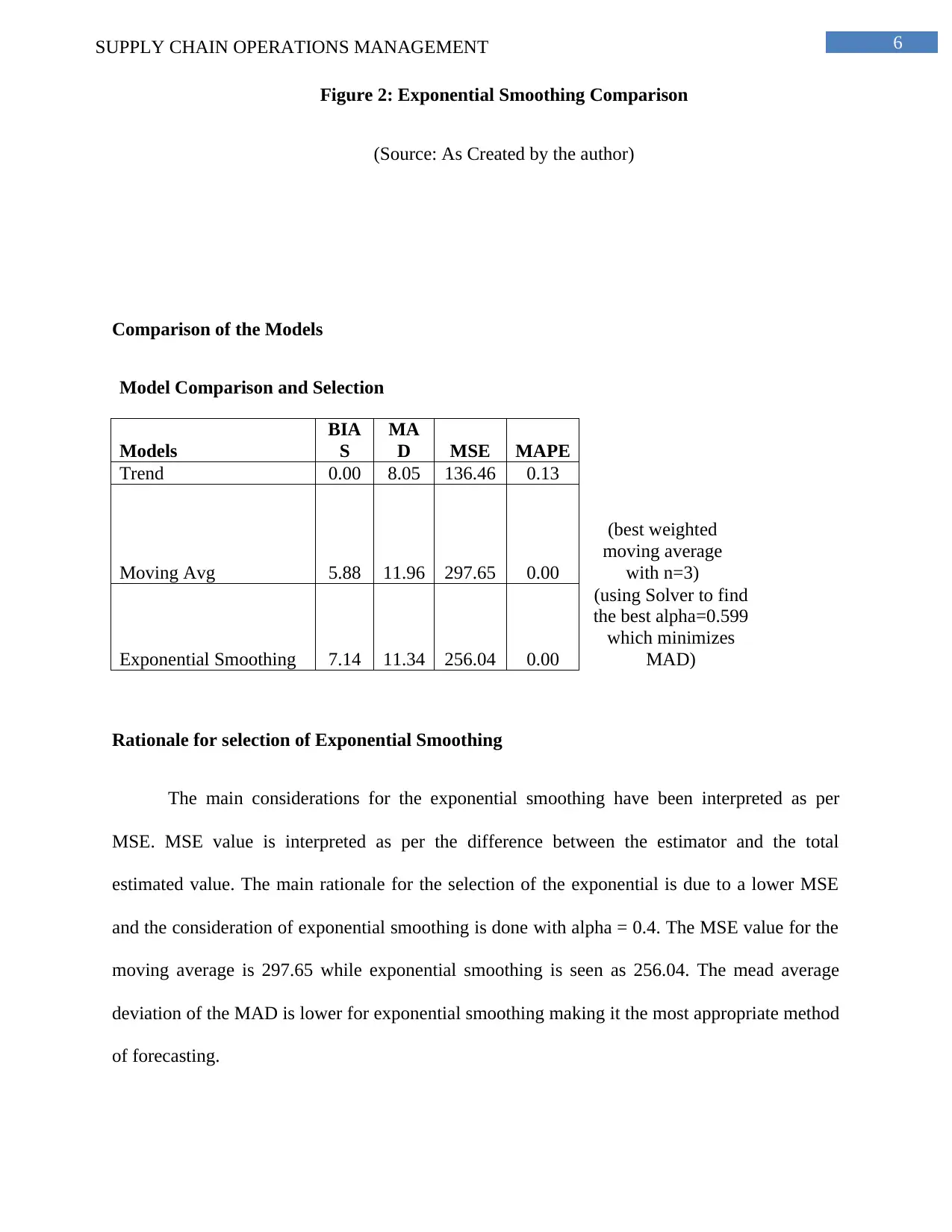
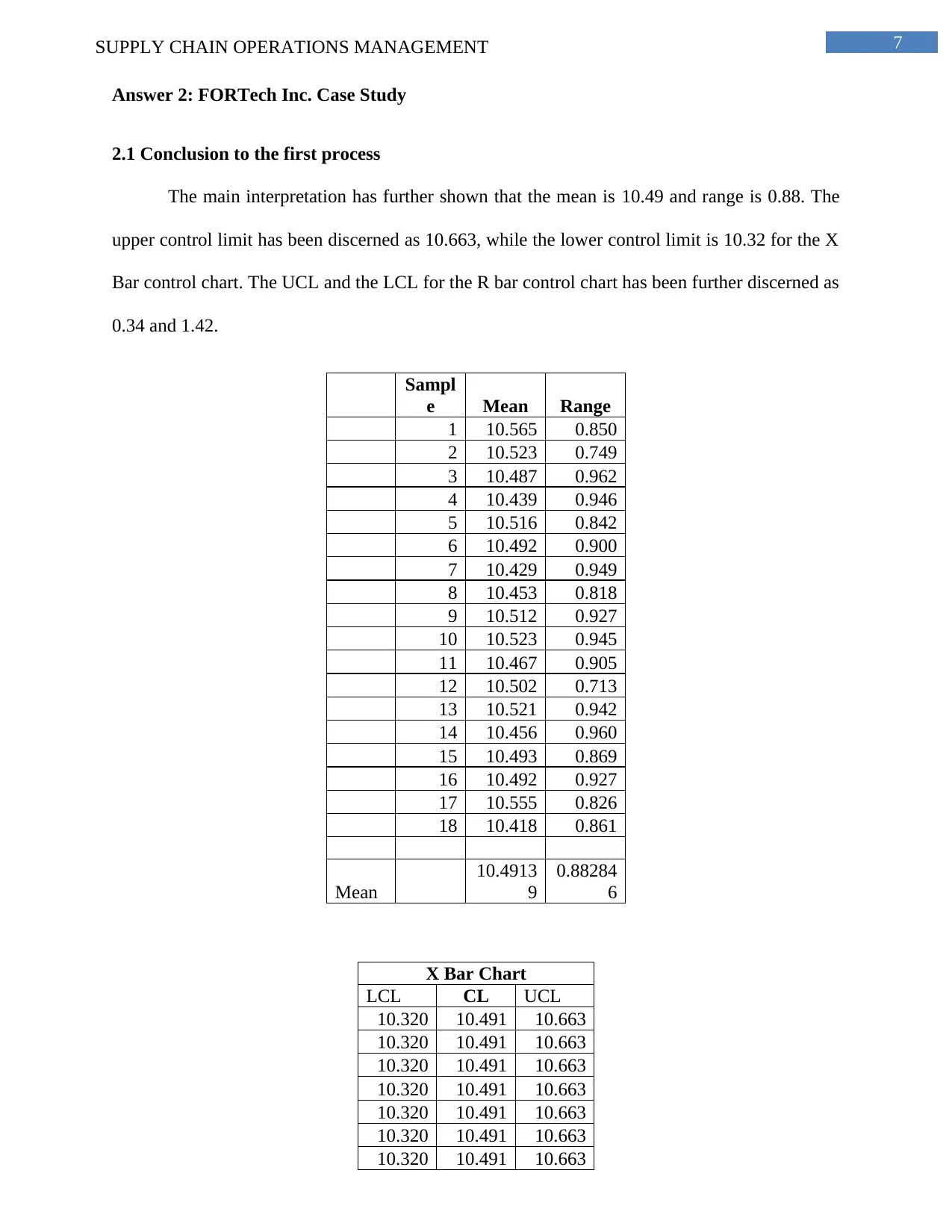
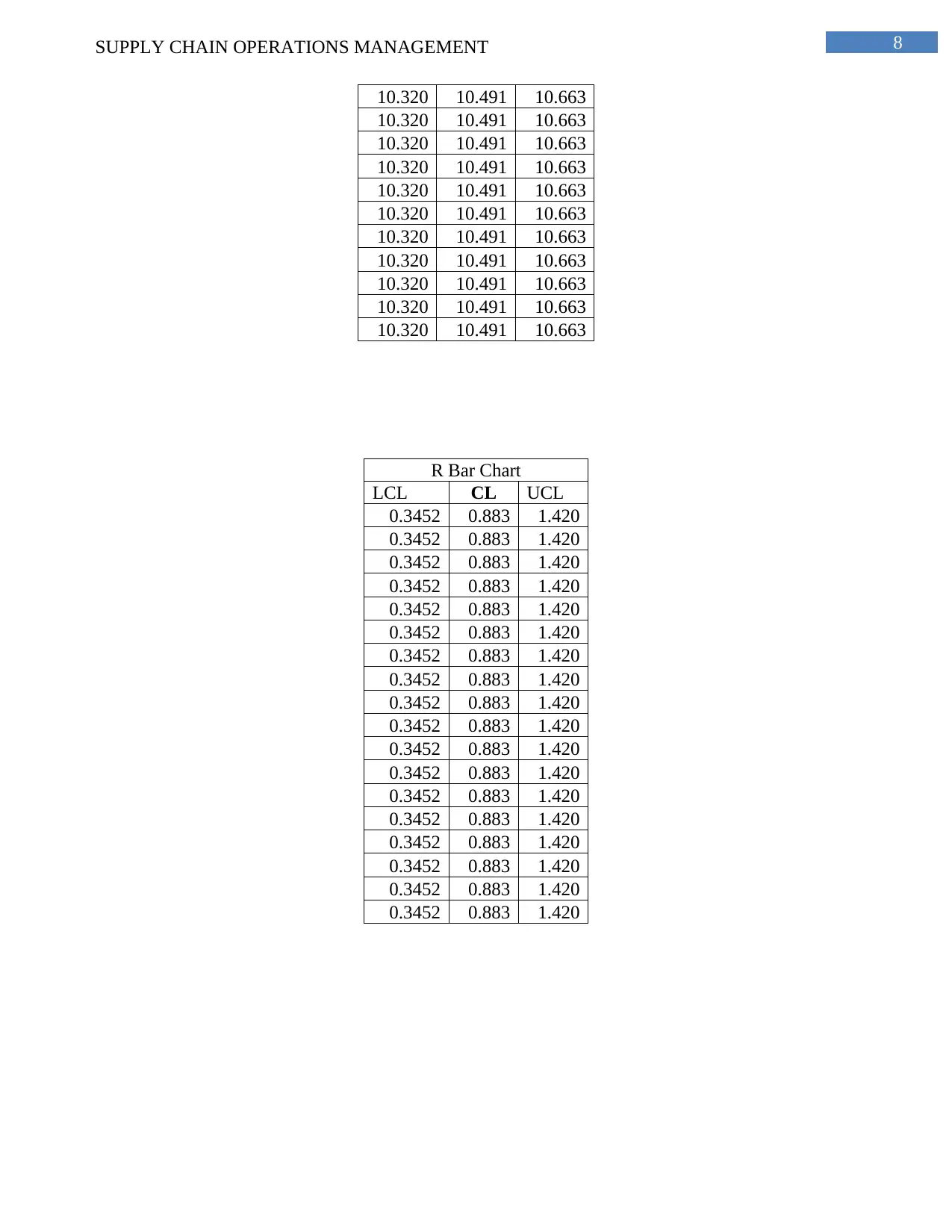
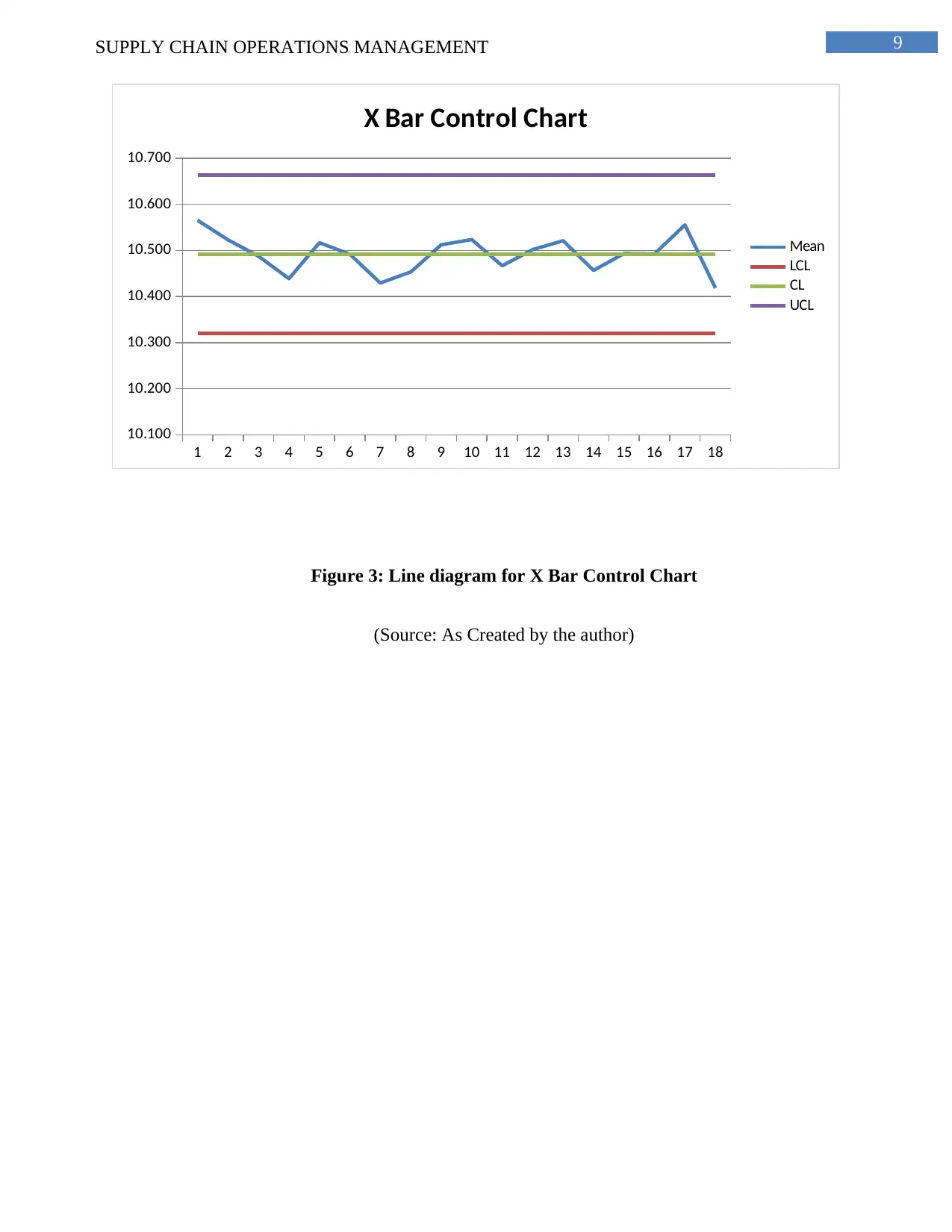
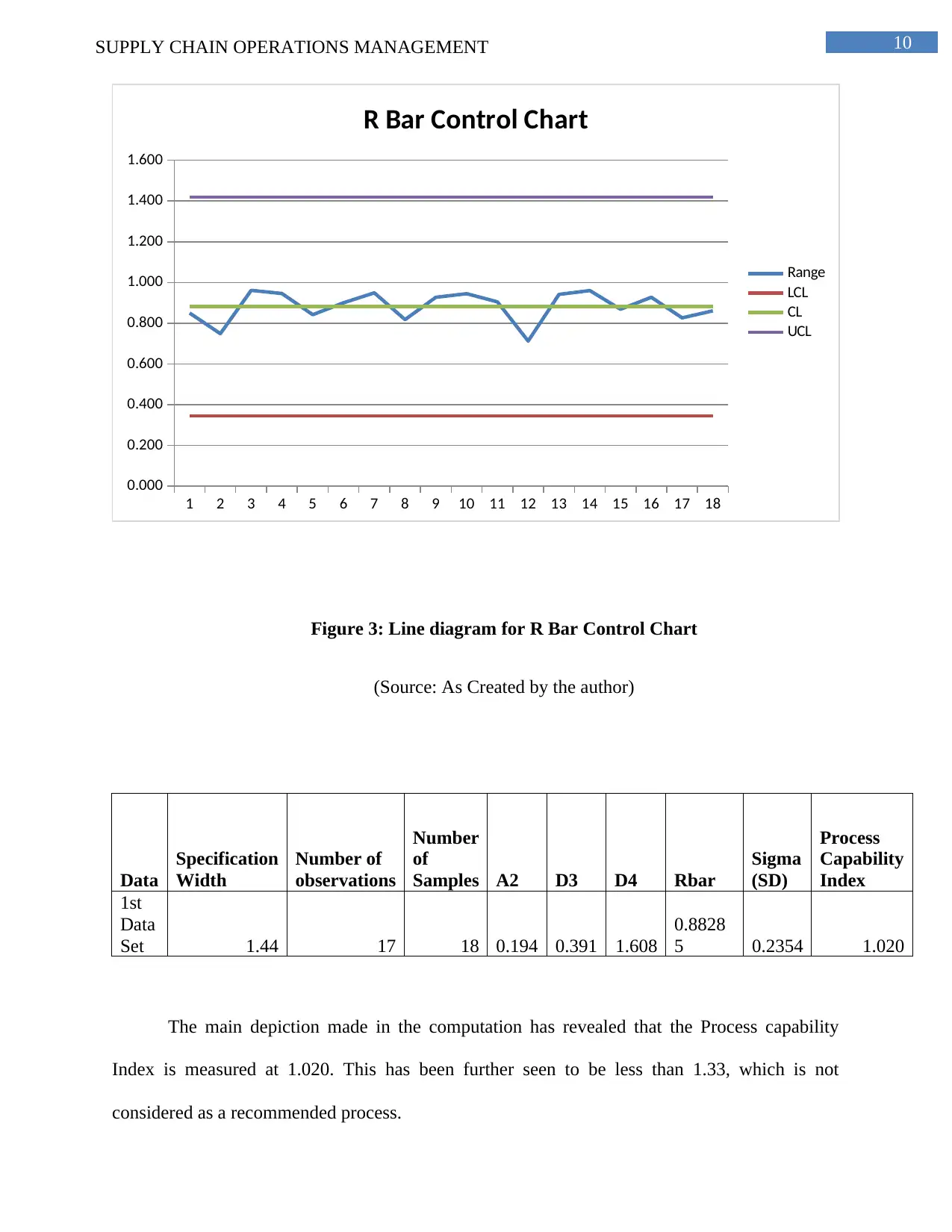
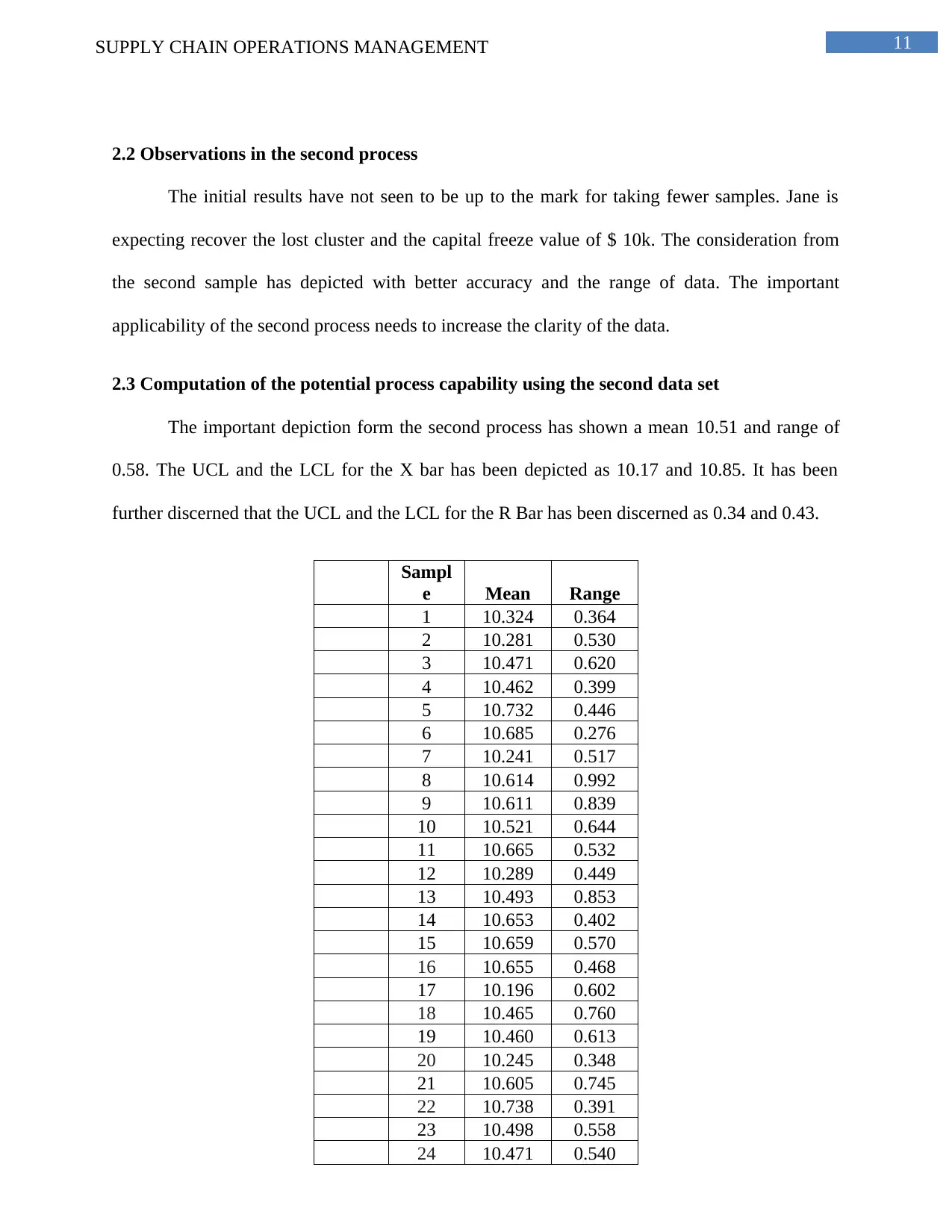
This report delves into the core concepts of supply chain operations management through a detailed analysis of two case studies, ZenoFex and FORTech Inc. The ZenoFex case study explores various forecasting models, including trend analysis, moving average models, and exponential smoothing, comparing their performance using metrics such as BIAS, MAD, MSE, and MAPE to determine the most suitable model. The FORTech Inc. case study focuses on process capability analysis, utilizing X Bar and R Bar control charts to assess process stability and identify areas for improvement. The report computes the process capability index for two datasets, comparing the results and discussing the implications of sample size and data distribution on the overall process performance. The analysis provides insights into the practical application of statistical concepts in supply chain management, highlighting the importance of accurate forecasting and process control for optimizing operational efficiency.

1 out of 17

Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.