Supply Chain Analysis of Toyota Motor Corporation Australia
VerifiedAdded on 2020/03/01
|15
|3936
|121
Report
AI Summary
This report provides a comprehensive analysis of the supply chain sustainability of Toyota Motor Corporation Australia. It begins with an executive summary highlighting Toyota's global presence, its manufacturing operations in Australia, and its core competencies. The introduction emphasizes the challenges within the automobile industry, particularly rising fuel prices and increasing competition. The report delves into Toyota's background in Australia, tracing its manufacturing evolution from the initial assembly plant to the establishment of the Altona plant. It then addresses current challenges, including high manufacturing costs and the impact of the strong Australian dollar, which threaten the sustainability of the company's operations. The report examines Toyota's current supply chain management practices, including its extensive production capability, wide distribution network, strong market position, and focus on research and development. The analysis underscores the importance of addressing lead time issues, particularly for first-tier suppliers, and the need for an optimized just-in-time approach. The report also considers recommendations for improvement and strategies for enhancing the sustainability of Toyota's supply chain in the Australian context.

1
Supply Chain Sustainability
Analysis of Toyota Motor Corporation Australia
By
Student name
Course details
Professor’ name
Institute of afflation
Date of submission
Supply Chain Sustainability
Analysis of Toyota Motor Corporation Australia
By
Student name
Course details
Professor’ name
Institute of afflation
Date of submission
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
2
Executive Summary
Toyota is one of the oldest and well - known automobile manufacturers in the world. It is
ranked as the eighth largest company in the world. It is a Japanese based company which was
established in 1958. Toyota is engaged in the manufacture, assembly, design and sale of
passenger cars, minivans and commercial vehicles in different parts of the world. Its
manufacturing units are widespread in Japan, North America, Europe, Australia and Asia. In
Australia, the fully integrated Altona plant serves as the manufacturing unit. This
manufacturing facility is located in the Melbourne suburb of Altona and was established in
1994. Toyota serves core competence of quality by providing super quality automobiles at
best prices. Innovative production practices and added value for money to the customers are
the foremost strategies used by this company. Due to this, Toyota’s products have
revolutionized the automobile industry in the past decade. In 2016, Toyota Motor
Corporation became the leading auto manufacturer of Australia with annual sales of 209,610.
Toyota Motor Corporation’s annual revenue is growing every year. In 2013, it was $213
billion and estimated to grow to $2.6 trillion till the end of 2018. Toyota provides the best
customer service and its services are based on “customer first” principle. Customer
satisfaction means understanding their needs. Toyota is doing everything to understand the
need of its customers. Its offices are in Australia are located at Port Melbourne, Adelaide,
Darwin, Perth, Sydney and Queensland. Current brands include Camry, Camry Hybrid and
Aurion. Toyota has a global vision of leading the world in the automobile industry and
making environment – friendly cars. However, making high quality cars without
compromising with the quality and standard is a challenging goal for any automobile
industry. But, constant innovation and meeting all the challenges is the need of this
competent industry.
Executive Summary
Toyota is one of the oldest and well - known automobile manufacturers in the world. It is
ranked as the eighth largest company in the world. It is a Japanese based company which was
established in 1958. Toyota is engaged in the manufacture, assembly, design and sale of
passenger cars, minivans and commercial vehicles in different parts of the world. Its
manufacturing units are widespread in Japan, North America, Europe, Australia and Asia. In
Australia, the fully integrated Altona plant serves as the manufacturing unit. This
manufacturing facility is located in the Melbourne suburb of Altona and was established in
1994. Toyota serves core competence of quality by providing super quality automobiles at
best prices. Innovative production practices and added value for money to the customers are
the foremost strategies used by this company. Due to this, Toyota’s products have
revolutionized the automobile industry in the past decade. In 2016, Toyota Motor
Corporation became the leading auto manufacturer of Australia with annual sales of 209,610.
Toyota Motor Corporation’s annual revenue is growing every year. In 2013, it was $213
billion and estimated to grow to $2.6 trillion till the end of 2018. Toyota provides the best
customer service and its services are based on “customer first” principle. Customer
satisfaction means understanding their needs. Toyota is doing everything to understand the
need of its customers. Its offices are in Australia are located at Port Melbourne, Adelaide,
Darwin, Perth, Sydney and Queensland. Current brands include Camry, Camry Hybrid and
Aurion. Toyota has a global vision of leading the world in the automobile industry and
making environment – friendly cars. However, making high quality cars without
compromising with the quality and standard is a challenging goal for any automobile
industry. But, constant innovation and meeting all the challenges is the need of this
competent industry.
3
Introduction
Automobile industry is perhaps the most challenging and demanding industry. Product
innovation, continuous improvement, vehicle prices and fuel prices are the major factors that
determine this industry (Iyer, 2009). Over the past decade, the price of fuel has been
constantly rising, which has encouraged the adoption of new and other fuel-efficient models.
The world is also moving towards more development and thereby increasing per capita
income, which at one point has increased the needs of the masses in terms of the product
needs, yet, has also raised concerns in the terms of increasing carbon foot print.
In their review, Sindi and Roy (2017) reflect that an increase in purchasing power of
customers is responsible for making a shift from small to medium sized cars. Easy
automobile loans are the main reason for the increase in sales of this industry. Demand is
increasing day by day. Toyota’s competitors are also increasing day by day and also the entry
of new comers in the market is posing problems to Toyota. New entrants always come up
with new and innovative products and move the industry in their favour. Consumers are
becoming better informed and want to choose the best and innovative product. This puts up a
lot of pressure on R&D.
Meanwhile the company has also enabled a strong growth model and a lean based
supply chain model that has contributed towards its accentuated marketing growth and
competitive supply chain framework (Palevich, 2012; Toyota, 2016). Over the years, the
company has enabled a strong presence for itself in the overseas market, and the same has
been evident in the context of Australia as well. However, in the recent times the company
has raised concerns over the manufacturing cost and high dollar of the company which has
Introduction
Automobile industry is perhaps the most challenging and demanding industry. Product
innovation, continuous improvement, vehicle prices and fuel prices are the major factors that
determine this industry (Iyer, 2009). Over the past decade, the price of fuel has been
constantly rising, which has encouraged the adoption of new and other fuel-efficient models.
The world is also moving towards more development and thereby increasing per capita
income, which at one point has increased the needs of the masses in terms of the product
needs, yet, has also raised concerns in the terms of increasing carbon foot print.
In their review, Sindi and Roy (2017) reflect that an increase in purchasing power of
customers is responsible for making a shift from small to medium sized cars. Easy
automobile loans are the main reason for the increase in sales of this industry. Demand is
increasing day by day. Toyota’s competitors are also increasing day by day and also the entry
of new comers in the market is posing problems to Toyota. New entrants always come up
with new and innovative products and move the industry in their favour. Consumers are
becoming better informed and want to choose the best and innovative product. This puts up a
lot of pressure on R&D.
Meanwhile the company has also enabled a strong growth model and a lean based
supply chain model that has contributed towards its accentuated marketing growth and
competitive supply chain framework (Palevich, 2012; Toyota, 2016). Over the years, the
company has enabled a strong presence for itself in the overseas market, and the same has
been evident in the context of Australia as well. However, in the recent times the company
has raised concerns over the manufacturing cost and high dollar of the company which has
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
4
contributed towards the challenge in the manufacturing process of the company (Mahler,
2007; Wallace and Furgusen, 2014).
In these challenges, the company contemplates exist from the market much like Ford
and Holden, which are affected by the issues in terms of supply chain and manufacturing
beyond their control (Wallace and Furgusen, 2014). This in turn raises concerns for the
countless stakeholders, employee and general public in terms of sustainability of the
operations, notwithstanding the impact of this exit for the organization (Cetinkaya et al.
2011). Through the means of the present review, the state of the supply chain of the company
within Australia is evaluated, and suggestions from the academic sources, and models of
chain management in other countries for the company are contemplated to provide
recommendations for improved stance of the company.
Company Background
Toyota Motor Corporation was established in 1958 in Australia. Initially, assembly of
Toyota vehicles in Australia started taking place at the production plant in Port Melbourne,
Victoria. This production line was devoted to the Toyota Tiara. In 1978, a new production
plant was established in Altona, Victoria which replaced the old one. In 1986, the first car
named Toyota Corona wagon was exported and headed to New Zealand. At this time, Toyota
started manufacturing locally. Till 2006, all manufacturing was shifted to Altona (Dunckley,
2014).
Toyota was now ready to set a milestone in the automobile industry and launched
many vehicles including the Toyota Tiara, the Toyota Corona, the Toyota Crown, the Toyota
Corolla, the Toyota Camry, the Toyota Avalon and the Toyota Land Cruiser. In 2010, Toyota
Motor Corporation decided to launch a new car to enter in the new and upcoming hybrid
industry. It launched Camry Hybrid in 2010 after securing a $35 million subsidy from the
contributed towards the challenge in the manufacturing process of the company (Mahler,
2007; Wallace and Furgusen, 2014).
In these challenges, the company contemplates exist from the market much like Ford
and Holden, which are affected by the issues in terms of supply chain and manufacturing
beyond their control (Wallace and Furgusen, 2014). This in turn raises concerns for the
countless stakeholders, employee and general public in terms of sustainability of the
operations, notwithstanding the impact of this exit for the organization (Cetinkaya et al.
2011). Through the means of the present review, the state of the supply chain of the company
within Australia is evaluated, and suggestions from the academic sources, and models of
chain management in other countries for the company are contemplated to provide
recommendations for improved stance of the company.
Company Background
Toyota Motor Corporation was established in 1958 in Australia. Initially, assembly of
Toyota vehicles in Australia started taking place at the production plant in Port Melbourne,
Victoria. This production line was devoted to the Toyota Tiara. In 1978, a new production
plant was established in Altona, Victoria which replaced the old one. In 1986, the first car
named Toyota Corona wagon was exported and headed to New Zealand. At this time, Toyota
started manufacturing locally. Till 2006, all manufacturing was shifted to Altona (Dunckley,
2014).
Toyota was now ready to set a milestone in the automobile industry and launched
many vehicles including the Toyota Tiara, the Toyota Corona, the Toyota Crown, the Toyota
Corolla, the Toyota Camry, the Toyota Avalon and the Toyota Land Cruiser. In 2010, Toyota
Motor Corporation decided to launch a new car to enter in the new and upcoming hybrid
industry. It launched Camry Hybrid in 2010 after securing a $35 million subsidy from the
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
5
Federal Government. It was a great hit. Toyota Motor Corporation’s annual revenue started
growing every year since then.
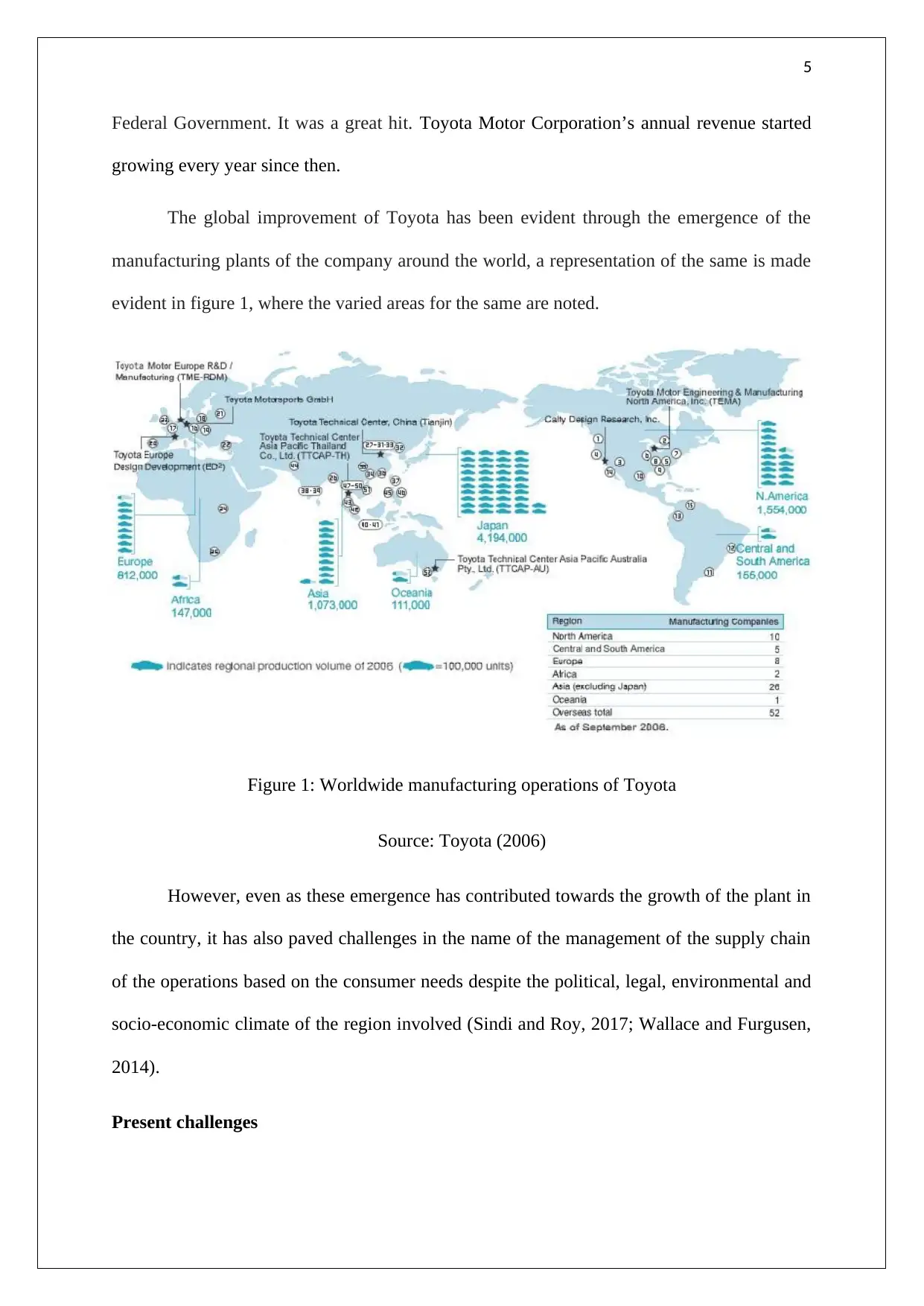
The global improvement of Toyota has been evident through the emergence of the
manufacturing plants of the company around the world, a representation of the same is made
evident in figure 1, where the varied areas for the same are noted.
Figure 1: Worldwide manufacturing operations of Toyota
Source: Toyota (2006)
However, even as these emergence has contributed towards the growth of the plant in
the country, it has also paved challenges in the name of the management of the supply chain
of the operations based on the consumer needs despite the political, legal, environmental and
socio-economic climate of the region involved (Sindi and Roy, 2017; Wallace and Furgusen,
2014).
Present challenges
Federal Government. It was a great hit. Toyota Motor Corporation’s annual revenue started
growing every year since then.
The global improvement of Toyota has been evident through the emergence of the
manufacturing plants of the company around the world, a representation of the same is made
evident in figure 1, where the varied areas for the same are noted.
Figure 1: Worldwide manufacturing operations of Toyota
Source: Toyota (2006)
However, even as these emergence has contributed towards the growth of the plant in
the country, it has also paved challenges in the name of the management of the supply chain
of the operations based on the consumer needs despite the political, legal, environmental and
socio-economic climate of the region involved (Sindi and Roy, 2017; Wallace and Furgusen,
2014).
Present challenges
6
In their review, Malihi and Shee (2017) reflect that the choice of the company to
operate through the model of the management and sustenance. It is concurred that the
assembling was upheld long time for its introduction towards Asia-Pacific inventory network
as opposed to internally market advantages and gaining consumer through aggressiveness.
Typically these exchange approaches, for example, import duty cut, shares, and substance
necessities took after by tax reductions for R&D activities support the business to survive
(Berns et al 2009). However, in the present case due to the high cost of assembling operations
powered by reliable higher household interest for abroad collected little autos the challenges
are suddenly more pronounced (Malihi and Shee, 2017).
At present we see the surviving examination which features the automobile
assembling and supply issues of the company in UK, USA, Japan, and European setting
(Toyota, 2016). And it is evident that no exploration however happens in terms of a major
change with respect to the import chain particularly in vehicle dispatch system in the
Australian setting. Which raise a question as to what impacted the challenges in the supply
chain management of the company in the region with respect to an effective 'dispatch lead
time' as the restricted time (in days) accessible to first level segment providers who get parts
from abroad second level providers and convey them to fitment focus (Jagler and Sarkis,
2015; Iyer, 2009).
Through the means of the present analysis it is reflected that an additional difficulties
of Toyota is evident in its manufacturing framework where the convenient conveyance of a
high quality vehicles to the end clients has to be delivered (Iyer, 2009). This requests an
adaptable generation line with MTO approach that can deliver the end product in the country
to the consumers in the most limited lead time conceivable (Cetinkaya et al 2011). While, it
cannot be denied that the company has succeeded in this light with respect to the JUST IN
TIME approach (Toyota, 2016; Malihi and Shee, 2017). However, in these lines there is a
In their review, Malihi and Shee (2017) reflect that the choice of the company to
operate through the model of the management and sustenance. It is concurred that the
assembling was upheld long time for its introduction towards Asia-Pacific inventory network
as opposed to internally market advantages and gaining consumer through aggressiveness.
Typically these exchange approaches, for example, import duty cut, shares, and substance
necessities took after by tax reductions for R&D activities support the business to survive
(Berns et al 2009). However, in the present case due to the high cost of assembling operations
powered by reliable higher household interest for abroad collected little autos the challenges
are suddenly more pronounced (Malihi and Shee, 2017).
At present we see the surviving examination which features the automobile
assembling and supply issues of the company in UK, USA, Japan, and European setting
(Toyota, 2016). And it is evident that no exploration however happens in terms of a major
change with respect to the import chain particularly in vehicle dispatch system in the
Australian setting. Which raise a question as to what impacted the challenges in the supply
chain management of the company in the region with respect to an effective 'dispatch lead
time' as the restricted time (in days) accessible to first level segment providers who get parts
from abroad second level providers and convey them to fitment focus (Jagler and Sarkis,
2015; Iyer, 2009).
Through the means of the present analysis it is reflected that an additional difficulties
of Toyota is evident in its manufacturing framework where the convenient conveyance of a
high quality vehicles to the end clients has to be delivered (Iyer, 2009). This requests an
adaptable generation line with MTO approach that can deliver the end product in the country
to the consumers in the most limited lead time conceivable (Cetinkaya et al 2011). While, it
cannot be denied that the company has succeeded in this light with respect to the JUST IN
TIME approach (Toyota, 2016; Malihi and Shee, 2017). However, in these lines there is a
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
7
need to increase the issues of the first level provider’s optimization, which seems to be
missing in the present plan (The Manufacturing Performance Institute, 2011).
.
It is further noted that while providing the parts in the nick of time to auto
constructing agent, Toyota and other auto constructing agents hone JIT standard as it instils a
sense of confidence in assembling with zero or negligible in-process stock, abbreviated lead
time, and exceptional investment funds in conveying costs (Netland and Powell 2016; Sindi
and Roy, 2017). However, considering JIT rehearses inside the auto get together and its
conclusion to-end vehicles import store network, there arise a need in the operation to instil
confidence in promoting examination of JIT supply along the chain and its related work
weight emerging from tight lead time (Jagler and Sarkis, 2015).
In the context of Toyota manufacturing framework, Jayaram et al. (2010) examine the
effect of lead time on get together cycle time and conveyance execution. Through this
reflection it is evident that the tight dispatch lead time with first level providers has been an
issue in the Alconn plant considering their area is far from second level abroad providers
(Wallace and Furgusen, 2014). It is further noted that in the first place level providers have
been encountering hard time while organizing JIT supply with auto constructing agents
(Golinska, 2014). Getting the supply from second level abroad providers (for the most part in
Asia locale) with the 7Rs, i.e. right item, right client, right amount, right condition, opportune
place, ideal time, and right cost becomes a challenging task (Jayaram et al. 2010). In this
sense it is further noted that there is a need to remain an unequalled test for the entire chain
and to start with level providers in particular (Bartezzaghi et al. 2016).
Through the means of this investigation the researcher concentrates on the issue of
lead time that is excessively deficient bringing about abnormal state of worry among the
need to increase the issues of the first level provider’s optimization, which seems to be
missing in the present plan (The Manufacturing Performance Institute, 2011).
.
It is further noted that while providing the parts in the nick of time to auto
constructing agent, Toyota and other auto constructing agents hone JIT standard as it instils a
sense of confidence in assembling with zero or negligible in-process stock, abbreviated lead
time, and exceptional investment funds in conveying costs (Netland and Powell 2016; Sindi
and Roy, 2017). However, considering JIT rehearses inside the auto get together and its
conclusion to-end vehicles import store network, there arise a need in the operation to instil
confidence in promoting examination of JIT supply along the chain and its related work
weight emerging from tight lead time (Jagler and Sarkis, 2015).
In the context of Toyota manufacturing framework, Jayaram et al. (2010) examine the
effect of lead time on get together cycle time and conveyance execution. Through this
reflection it is evident that the tight dispatch lead time with first level providers has been an
issue in the Alconn plant considering their area is far from second level abroad providers
(Wallace and Furgusen, 2014). It is further noted that in the first place level providers have
been encountering hard time while organizing JIT supply with auto constructing agents
(Golinska, 2014). Getting the supply from second level abroad providers (for the most part in
Asia locale) with the 7Rs, i.e. right item, right client, right amount, right condition, opportune
place, ideal time, and right cost becomes a challenging task (Jayaram et al. 2010). In this
sense it is further noted that there is a need to remain an unequalled test for the entire chain
and to start with level providers in particular (Bartezzaghi et al. 2016).
Through the means of this investigation the researcher concentrates on the issue of
lead time that is excessively deficient bringing about abnormal state of worry among the
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
8
supply chain drivers in general, and first tier suppliers in particular for the company’ supply
chain (Mahler, 2007). It is noted that even as more and more researcher have addressed the
similarly of these variables in the country, still limited prior examinations have tended to this
issue in a comprehensive light with consideration to the environmental analysis, to provide
strategic solutions.
Current SCM practices of Toyota
Huge production capability: Toyota is widespread in the world. It has more than 50
manufacturing units in 27 countries and regions besides Japan. This extensive
production capability helps Toyota to boost its revenues. In 2012, the company
produced a total of 7,435,781 vehicles across all its manufacturing locations (Toyota,
2013). However, this extensive production puts a lot of pressure in the achievement of
dead stock and it diversifies business risk too.
Wide Distribution network: Toyota’s geographically well distributed network
enhances sales. Sales of Toyota rise every year at rate of 2%. In Australia alone, In
FY2016, Toyota sold 209,610 units (Dunckley, 2014).
Strong market position: Toyota has a strong market position in different
geographies across the world. The company's market share for Toyota and Lexus
brands, (excluding mini vehicles) in Japan was 45% and including mini vehicles was
29.4% in January 2017. This strong market helps in gaining a very strong market
position all over the world (Singh et al. 2007).
Strong focus on R&D: Toyota’s policy to develop new products and bring out latest
technologies helped the company to sustain against strong competition. Advanced
engineering helped it’s to move further many steps ahead as compared its competitors
(Wright et al. 2009). With the help of its rigorous R&D, it improved quality and
safety of its automobiles. Toyota is also aiming to make clean cars which are
supply chain drivers in general, and first tier suppliers in particular for the company’ supply
chain (Mahler, 2007). It is noted that even as more and more researcher have addressed the
similarly of these variables in the country, still limited prior examinations have tended to this
issue in a comprehensive light with consideration to the environmental analysis, to provide
strategic solutions.
Current SCM practices of Toyota
Huge production capability: Toyota is widespread in the world. It has more than 50
manufacturing units in 27 countries and regions besides Japan. This extensive
production capability helps Toyota to boost its revenues. In 2012, the company
produced a total of 7,435,781 vehicles across all its manufacturing locations (Toyota,
2013). However, this extensive production puts a lot of pressure in the achievement of
dead stock and it diversifies business risk too.
Wide Distribution network: Toyota’s geographically well distributed network
enhances sales. Sales of Toyota rise every year at rate of 2%. In Australia alone, In
FY2016, Toyota sold 209,610 units (Dunckley, 2014).
Strong market position: Toyota has a strong market position in different
geographies across the world. The company's market share for Toyota and Lexus
brands, (excluding mini vehicles) in Japan was 45% and including mini vehicles was
29.4% in January 2017. This strong market helps in gaining a very strong market
position all over the world (Singh et al. 2007).
Strong focus on R&D: Toyota’s policy to develop new products and bring out latest
technologies helped the company to sustain against strong competition. Advanced
engineering helped it’s to move further many steps ahead as compared its competitors
(Wright et al. 2009). With the help of its rigorous R&D, it improved quality and
safety of its automobiles. Toyota is also aiming to make clean cars which are
9
environment friendly. The company performs R&D at its 14 facilities worldwide
(Hassan, 2012; Singh et al. 2007).
Intense Competition: Toyota suffers from intense Competition worldwide. Toyota
cars are losing its market because of the hybrid car competitors (Shubhashine 2012).
In the context of Australia, even as the competition has decreased still challenges in
the face of domestic suppliers has been increases, since as per Singh et al. (2007) poor
suppliers relation and cultural challenges continues to impact the supply chain of the
company in the country.
Growing global automotive industry: The global automotive manufacturing
industry grew by 10% in 2016 to reach a value of $1,563.9 billion (Toyota, 2016).
The growth of automotive industry provides Toyota an opportunity to gain more
customers and increase revenues.
Current Sustainability measures
Through the means of the present review it is evident that the Toyota as an organization is
doing a lot of R&D to successfully respond to the needs of the rising middle class in the
emerging markets (Bartezzaghi et al. 2016).Through consistent commitment to quality,
Toyota has emerged as the most best-selling car of 2016. It’s continuous innovation to
change design of its automobiles and strong outlook for the new car market has helped it to
meet the consumers’ unique needs. Furthermore, Toyota has grown partnership with BMW
in June 2012 and produced many benefits (Toyota, 2016).
However, it is noted that at one point it has helped in increasing sales in most of the
countries by signing a memorandum which is aimed at long-term strategic collaboration on
technological fields. In addition, it has also helped both companies to boost the technological
environment friendly. The company performs R&D at its 14 facilities worldwide
(Hassan, 2012; Singh et al. 2007).
Intense Competition: Toyota suffers from intense Competition worldwide. Toyota
cars are losing its market because of the hybrid car competitors (Shubhashine 2012).
In the context of Australia, even as the competition has decreased still challenges in
the face of domestic suppliers has been increases, since as per Singh et al. (2007) poor
suppliers relation and cultural challenges continues to impact the supply chain of the
company in the country.
Growing global automotive industry: The global automotive manufacturing
industry grew by 10% in 2016 to reach a value of $1,563.9 billion (Toyota, 2016).
The growth of automotive industry provides Toyota an opportunity to gain more
customers and increase revenues.
Current Sustainability measures
Through the means of the present review it is evident that the Toyota as an organization is
doing a lot of R&D to successfully respond to the needs of the rising middle class in the
emerging markets (Bartezzaghi et al. 2016).Through consistent commitment to quality,
Toyota has emerged as the most best-selling car of 2016. It’s continuous innovation to
change design of its automobiles and strong outlook for the new car market has helped it to
meet the consumers’ unique needs. Furthermore, Toyota has grown partnership with BMW
in June 2012 and produced many benefits (Toyota, 2016).
However, it is noted that at one point it has helped in increasing sales in most of the
countries by signing a memorandum which is aimed at long-term strategic collaboration on
technological fields. In addition, it has also helped both companies to boost the technological
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
10
know-how and may result in the development of new clean cars thus increasing revenues in
the long run (United Nations Global Compact, 2010).
Cost-savings, boosting the operational margins are some other benefits of this kind of
partnership (Totyota, 2016). However, it has also altered the stance of the company in terms
of the competitive market and internal relations, where Toyota has started making hybrid cars
with the launch of Camry hybrid alone, suggestive of the lack of consideration of the
consumer’ perspective in the market (Bartezzaghi et al. 2016). In this sense it is evident that
there is a need for the company to face challenges in the light of the first tier supplier relation
through the management of the forecast heuristic which enables improvement in the
operations (Jayraman et al. 2010; Hassan, 2012).
Recommendations
1) Toyota should take measures to cut down its manufacturing cost. It should try to
reduce fixed costs of automobiles in its established markets.
2) It should continue to strengthen its management platform and raise corporate value. It
must improve its operation management and try to procure dead stock (Bouchery et
al. 2016).
3) It must try to enhance its business in Australia through appropriate R&D. Proper
R&D will suffice quality and safety assurance (Berns et al. 2009). It must work to
achieve a good quality of its automobiles. Hence, this would help in the increase of
the sales and revenue of the company (Johnsen et al. 2015).
4) Toyota should pursue and accelerate the process of making clean cars. Environment-
friendly cars are our future (Hussain et al. 2016). Customers are more likely to buy
these cars because of the high price of the fuel. Energy saving products and making
know-how and may result in the development of new clean cars thus increasing revenues in
the long run (United Nations Global Compact, 2010).
Cost-savings, boosting the operational margins are some other benefits of this kind of
partnership (Totyota, 2016). However, it has also altered the stance of the company in terms
of the competitive market and internal relations, where Toyota has started making hybrid cars
with the launch of Camry hybrid alone, suggestive of the lack of consideration of the
consumer’ perspective in the market (Bartezzaghi et al. 2016). In this sense it is evident that
there is a need for the company to face challenges in the light of the first tier supplier relation
through the management of the forecast heuristic which enables improvement in the
operations (Jayraman et al. 2010; Hassan, 2012).
Recommendations
1) Toyota should take measures to cut down its manufacturing cost. It should try to
reduce fixed costs of automobiles in its established markets.
2) It should continue to strengthen its management platform and raise corporate value. It
must improve its operation management and try to procure dead stock (Bouchery et
al. 2016).
3) It must try to enhance its business in Australia through appropriate R&D. Proper
R&D will suffice quality and safety assurance (Berns et al. 2009). It must work to
achieve a good quality of its automobiles. Hence, this would help in the increase of
the sales and revenue of the company (Johnsen et al. 2015).
4) Toyota should pursue and accelerate the process of making clean cars. Environment-
friendly cars are our future (Hussain et al. 2016). Customers are more likely to buy
these cars because of the high price of the fuel. Energy saving products and making
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
11
use of renewable energy while incorporating functions and services demanded by
customers will make Toyota to procure new heights.
5) Toyota should consider all its business with a future perspective. It should expand its
business by developing more manufacturing plants in Australia. By increasing
production facilities in Australia, it will enable Toyota to generate more and more
revenue.
6) Toyota should improve its Camry hybrid model and make it more competent to other
hybrid cars. This will enable it to become competitive with other hybrid car
manufacturers.
7) Toyota must try to optimize its human resource. Toyota should improve the
workplace and try to use the power of diversity in the use of human resources, and
strive to nurture global human resources (Johnsen et al. 2015).
8) It should try to understand the customer and work for the customer satisfaction.
Innovation according to customer is the demand of this industry.
9) The company should enable a forecast heuristic to understand the needs of the
consumers and gain an understanding of the past consumption and future trends of the
consumers to reduce wastage of the products
10) Focus on establishing dyadic relations in the organization to increase efficiency of the
operations in the company.
Conclusion
Toyota Motor Corporation has a brilliant future overseas. However, in the face of the
present challenges the company face public outrage and loss of wellness owing to the
abandoning of a market and workforce leaving. It is reflected that the company needs to
evaluate their supply chain model to enable a consumer oriented and supplier centric
framework.
use of renewable energy while incorporating functions and services demanded by
customers will make Toyota to procure new heights.
5) Toyota should consider all its business with a future perspective. It should expand its
business by developing more manufacturing plants in Australia. By increasing
production facilities in Australia, it will enable Toyota to generate more and more
revenue.
6) Toyota should improve its Camry hybrid model and make it more competent to other
hybrid cars. This will enable it to become competitive with other hybrid car
manufacturers.
7) Toyota must try to optimize its human resource. Toyota should improve the
workplace and try to use the power of diversity in the use of human resources, and
strive to nurture global human resources (Johnsen et al. 2015).
8) It should try to understand the customer and work for the customer satisfaction.
Innovation according to customer is the demand of this industry.
9) The company should enable a forecast heuristic to understand the needs of the
consumers and gain an understanding of the past consumption and future trends of the
consumers to reduce wastage of the products
10) Focus on establishing dyadic relations in the organization to increase efficiency of the
operations in the company.
Conclusion
Toyota Motor Corporation has a brilliant future overseas. However, in the face of the
present challenges the company face public outrage and loss of wellness owing to the
abandoning of a market and workforce leaving. It is reflected that the company needs to
evaluate their supply chain model to enable a consumer oriented and supplier centric
framework.

12
Reference
Bartezzaghi, E., Cagliano, R., Caniato, F., & Ronchi, S. (Eds.). 2016. A journey through
manufacturing and supply chain strategy research. Switzerland: Springer International
Publishing
Berns, M., A. Townend, Z. Khayat, B. Balagopal, M. Reeves, M. Hopkins, and N.
Kruschwitz. 2009. The business of sustainability. MIT Sloan Management Review. Special
Report. Available at:
http://www.mitsmrezine.com./busofsustainability/2009#pg1
Bouchery, Y., Corbett, T., Fransoo, C and Tan, T. 2016. Sustainable Supply Chains: A
Research-Based Textbook on Operations and Strategy. Springer
Cetinkaya, M., Cuthbertson, R., Ewer, G., Klaas-Wissing, T., Piotrowicz, W., Tyssen, C.
2011. Sustainable Supply Chain Management: Practical Ideas for Moving Towards Best
Practice. Springer
Dunckley, M 2014. Toyota confirms exit from Australian manufacturing in 2017". Port
Macquarie News. Portnews.com.au. Available at:
http://www.theherald.com.au/story/2078487/toyota-confirms-exit-from-australian-
manufacturing-in-2017/toyota-to-leave-australia/
Hasan, M. 2012. Sustainable Supply Chain Management Practices and Operational
Performance. American Journal of Industrial and Business Management. 3, 42-48. Available
at: https://file.scirp.org/pdf/_2013011710305202.pdf
Reference
Bartezzaghi, E., Cagliano, R., Caniato, F., & Ronchi, S. (Eds.). 2016. A journey through
manufacturing and supply chain strategy research. Switzerland: Springer International
Publishing
Berns, M., A. Townend, Z. Khayat, B. Balagopal, M. Reeves, M. Hopkins, and N.
Kruschwitz. 2009. The business of sustainability. MIT Sloan Management Review. Special
Report. Available at:
http://www.mitsmrezine.com./busofsustainability/2009#pg1
Bouchery, Y., Corbett, T., Fransoo, C and Tan, T. 2016. Sustainable Supply Chains: A
Research-Based Textbook on Operations and Strategy. Springer
Cetinkaya, M., Cuthbertson, R., Ewer, G., Klaas-Wissing, T., Piotrowicz, W., Tyssen, C.
2011. Sustainable Supply Chain Management: Practical Ideas for Moving Towards Best
Practice. Springer
Dunckley, M 2014. Toyota confirms exit from Australian manufacturing in 2017". Port
Macquarie News. Portnews.com.au. Available at:
http://www.theherald.com.au/story/2078487/toyota-confirms-exit-from-australian-
manufacturing-in-2017/toyota-to-leave-australia/
Hasan, M. 2012. Sustainable Supply Chain Management Practices and Operational
Performance. American Journal of Industrial and Business Management. 3, 42-48. Available
at: https://file.scirp.org/pdf/_2013011710305202.pdf
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 15
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.