AMSC700 Case Study: Toyota's Supply Chain Performance Drivers Analysis
VerifiedAdded on 2022/11/07
|15
|2880
|68
Case Study
AI Summary
This case study analyzes Toyota Manufacturing Company's supply chain management, focusing on how it increases its competitive edge in the automotive market. The report examines the company's industry and organizational background, operations, and performance, including strategic planning, tactical management, and operational phases. It explores supply chain drivers such as inventory, production, information, transportation, and pricing. The study also investigates internal and external integration considerations, covering information flow, coordination, production techniques, planning, sales, technology, ERP, partnerships, and competition. Furthermore, it discusses value generation through value chain design and value stream mapping, highlighting information flow, timeline, and material flow. The report concludes by summarizing how these elements contribute to Toyota's overall success in the global automotive industry.

Running head: Logistics & Supply Chain Management 1
Contemporary Issues in Logistics & Supply Chain Management
Students’ Name
University
Course
Date
Contemporary Issues in Logistics & Supply Chain Management
Students’ Name
University
Course
Date
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Logistics & Supply Chain Management 2
Table of Contents
Research Question.........................................................................................................................2
Executive Summary.......................................................................................................................3
Introduction....................................................................................................................................4
Industry background.................................................................................................................4
Organization background.........................................................................................................4
Operations and Performance........................................................................................................5
Supply Chain Phases..................................................................................................................5
Performance Analysis....................................................................................................................7
Integration Consideration.............................................................................................................9
Internal Integration...................................................................................................................9
External integration.................................................................................................................10
Value Generation.........................................................................................................................12
Conclusion....................................................................................................................................14
References.....................................................................................................................................14
Table of Contents
Research Question.........................................................................................................................2
Executive Summary.......................................................................................................................3
Introduction....................................................................................................................................4
Industry background.................................................................................................................4
Organization background.........................................................................................................4
Operations and Performance........................................................................................................5
Supply Chain Phases..................................................................................................................5
Performance Analysis....................................................................................................................7
Integration Consideration.............................................................................................................9
Internal Integration...................................................................................................................9
External integration.................................................................................................................10
Value Generation.........................................................................................................................12
Conclusion....................................................................................................................................14
References.....................................................................................................................................14
Logistics & Supply Chain Management 3
Research Question
Toyota Manufacturing Company is one of the largest and successful manufacturing business in
the world. The Company has dominated a large market in the world of vehicle manufacturing
sector. Toyota Company builds trucks and cars in more than 28 countries and makes sales in
more than 170 market outlets round the global. During the year 2017, the Company managed to
have a global assembly of 10.57 million vehicles. In average, one car was manufactured entirely
and released from the production unit in "every three seconds, every minute, every hour and
every day throughout the year." The sales income of the company increases with time goes and
also as per the vehicle brand in the market. For example, in the year 2018, the Company made
10.567 million global productions with 8.89 million sales from Lexus and Toyota brand vehicle
only (Monden, 2019).
The Company was first established in Europe, Japan then spread to the next of the world
countries, including the significant manufacturing in the United Kingdom. The challenge in the
market-facing Toyota manufacture is on how to maintain and increase its image strength in the
market for future sales.
How can Toyota Manufacture Limited Company increase its competitive edges in the
marketplace using supply chain performance drivers?
Research Question
Toyota Manufacturing Company is one of the largest and successful manufacturing business in
the world. The Company has dominated a large market in the world of vehicle manufacturing
sector. Toyota Company builds trucks and cars in more than 28 countries and makes sales in
more than 170 market outlets round the global. During the year 2017, the Company managed to
have a global assembly of 10.57 million vehicles. In average, one car was manufactured entirely
and released from the production unit in "every three seconds, every minute, every hour and
every day throughout the year." The sales income of the company increases with time goes and
also as per the vehicle brand in the market. For example, in the year 2018, the Company made
10.567 million global productions with 8.89 million sales from Lexus and Toyota brand vehicle
only (Monden, 2019).
The Company was first established in Europe, Japan then spread to the next of the world
countries, including the significant manufacturing in the United Kingdom. The challenge in the
market-facing Toyota manufacture is on how to maintain and increase its image strength in the
market for future sales.
How can Toyota Manufacture Limited Company increase its competitive edges in the
marketplace using supply chain performance drivers?
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide

Logistics & Supply Chain Management 4
Executive Summary
In summary, this report has discussed the supply chain concept, which promotes Toyota
Company objectives to have an effective and strong competitive advantage in the market. The
following are the areas which have been discussed in this report: performance operation in
supply chain, internal and external integration, and value chain generation together with the
stream value map. All these concepts increases essential tactics in the field of pricing,
transportation, warehousing, and production as all adds up developing a viable supply chain
process in the Company. All this knowledge aims to increase the competitive advantage of the
Toyota Company through supply chain concept.
Executive Summary
In summary, this report has discussed the supply chain concept, which promotes Toyota
Company objectives to have an effective and strong competitive advantage in the market. The
following are the areas which have been discussed in this report: performance operation in
supply chain, internal and external integration, and value chain generation together with the
stream value map. All these concepts increases essential tactics in the field of pricing,
transportation, warehousing, and production as all adds up developing a viable supply chain
process in the Company. All this knowledge aims to increase the competitive advantage of the
Toyota Company through supply chain concept.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Logistics & Supply Chain Management 5
Introduction
Industry background
Toyota motors manufacturing company is one of the leading business within the automotive
industry. In May 1931 the ministry of Commerce and Industry created the automobile industry
which is later absorbed by the automotive industry. Toyota Industries Company was founded by
Sakichi Toyoda to assemble and retail the automatic looms which he had designed and perfected.
Toyota Industries since that time, it has diversified and expanded in different scopes of the
business domain. These diversified areas include automobile, machinery, electronics, and
material handling equipment (Zhou, 2019).
In recent year, Toyota Company has managed to utilize the market within its industry since 170
outlets markets around the world are wholly owned by Toyota products. The total production of
2018 was 10.57 million units over 28 countries in all world continents.
Organization background
The organization background of the Toyota Manufacturing company is solid as Sakichi Toyoda
initiated it in 1918. The success story of the Company was based on the innovation and design of
the products through the production process. Sakichi Toyoda invented an automatic loom which
later proceeded and sold his patent to a British firm. This was a way of getting finance to start his
industry of developing cars. The first new automotive production resulted in the prototype car,
which was completed, the Toyoda AA.
In the 1950s, Toyota developed a new system which was used to manufacture vehicles in Japan.
Recently, Toyota Company is attractive, and its products are competitive in the market, thus
having significant market share. Currently, Toyota has 51 manufacturing companies overseas in
more 28 countries and regions. Vehicles from Toyota Company were sold in more than 170
Introduction
Industry background
Toyota motors manufacturing company is one of the leading business within the automotive
industry. In May 1931 the ministry of Commerce and Industry created the automobile industry
which is later absorbed by the automotive industry. Toyota Industries Company was founded by
Sakichi Toyoda to assemble and retail the automatic looms which he had designed and perfected.
Toyota Industries since that time, it has diversified and expanded in different scopes of the
business domain. These diversified areas include automobile, machinery, electronics, and
material handling equipment (Zhou, 2019).
In recent year, Toyota Company has managed to utilize the market within its industry since 170
outlets markets around the world are wholly owned by Toyota products. The total production of
2018 was 10.57 million units over 28 countries in all world continents.
Organization background
The organization background of the Toyota Manufacturing company is solid as Sakichi Toyoda
initiated it in 1918. The success story of the Company was based on the innovation and design of
the products through the production process. Sakichi Toyoda invented an automatic loom which
later proceeded and sold his patent to a British firm. This was a way of getting finance to start his
industry of developing cars. The first new automotive production resulted in the prototype car,
which was completed, the Toyoda AA.
In the 1950s, Toyota developed a new system which was used to manufacture vehicles in Japan.
Recently, Toyota Company is attractive, and its products are competitive in the market, thus
having significant market share. Currently, Toyota has 51 manufacturing companies overseas in
more 28 countries and regions. Vehicles from Toyota Company were sold in more than 170
Logistics & Supply Chain Management 6
outlets in the world. The organization has employed more than 300 individuals in different
sectors of survey.
Operations and Performance
In this section of operation, three phases of the supply chain will be discussed, including its
performance analysis. The analysis will involve supply chain drives in each stage.
Supply Chain Phases
Strategic planning
Effective supply chain strategy in every stage starts with firm long-term decision making. This
phase of strategic planning initiates the foundation of the entire process of the supply chain, from
start to the end. This is essential since all developed and on process supply chai activities will
depend on the strategy level for their strong implementation (Saravanan, Nallusamy & George,
2018). Toyota Company building a strong network for reliable suppliers, carriers, and logistics
experts as per strategic planning.
Tactical management
This is the phase which will handle short-term decision making within the entire process of the
supply chain. The phase plays an essential role in controlling and monitoring costs while
minimizing the risks. At this phase, Toyota Company has the main focus to satisfy and achieve
customer demand at the best level of the product value (Bento & Tontini, 2019). The following
issues are addressed by Toyota: Production guidelines and schedule, this facilities safety, quality,
and quantity standards are met within the supply chain processes through procurement contract
The operational phase
outlets in the world. The organization has employed more than 300 individuals in different
sectors of survey.
Operations and Performance
In this section of operation, three phases of the supply chain will be discussed, including its
performance analysis. The analysis will involve supply chain drives in each stage.
Supply Chain Phases
Strategic planning
Effective supply chain strategy in every stage starts with firm long-term decision making. This
phase of strategic planning initiates the foundation of the entire process of the supply chain, from
start to the end. This is essential since all developed and on process supply chai activities will
depend on the strategy level for their strong implementation (Saravanan, Nallusamy & George,
2018). Toyota Company building a strong network for reliable suppliers, carriers, and logistics
experts as per strategic planning.
Tactical management
This is the phase which will handle short-term decision making within the entire process of the
supply chain. The phase plays an essential role in controlling and monitoring costs while
minimizing the risks. At this phase, Toyota Company has the main focus to satisfy and achieve
customer demand at the best level of the product value (Bento & Tontini, 2019). The following
issues are addressed by Toyota: Production guidelines and schedule, this facilities safety, quality,
and quantity standards are met within the supply chain processes through procurement contract
The operational phase
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Logistics & Supply Chain Management 7
This is the most apparent phase in the supply chain. These are commonly day-to-day activities,
decision making, and planning, which they enhance the survival of supply chain activities being
active (Hong, Zhang & Ding, 2018). Effective operational phase depends on the practical result
of the strategical and tactical planning phase. Toyota achieves this through daily and weekly
figures which forecast to satisfy customer demand and monitoring all logistics activities for order
and contract fulfillment.
Performance Analysis
The useful analysis is done through supply chain drivers which determines the functions and
interactions of supply chain operations. The success of the supply chain phases is responsive to
the developed and managed drives. Supply chain drives include inventory, information,
transportation, pricing, and production (Bodon et al., 2018).
Inventory. This drive is responsible for stocking inventory of high standards and full range
products. Toyota Company has different brands of the vehicle like Toyota Lexus and others,
including cars and trucks, which are trending in the global market. The Company has more than
170 stores within 27 countries which facilities its accessibility to the potential customers.
Production. The drive focuses on having well-equipped manufacturing units which will produce
a wide range of products. Toyota manufacturing factories are build up with modern technology
which fastens and provides quality automobile products. In 2017, the average was, one car
manufactured completely and released from the production unit in "every three seconds, every
minute, every hour and every day throughout the year" (Bhattacharya, Kaur & Amit, 2018).
Information. Information drive powers the growth of technology, collection, and sharing of
information. Concerning the information drive, Toyota Company is utilizing the technology
This is the most apparent phase in the supply chain. These are commonly day-to-day activities,
decision making, and planning, which they enhance the survival of supply chain activities being
active (Hong, Zhang & Ding, 2018). Effective operational phase depends on the practical result
of the strategical and tactical planning phase. Toyota achieves this through daily and weekly
figures which forecast to satisfy customer demand and monitoring all logistics activities for order
and contract fulfillment.
Performance Analysis
The useful analysis is done through supply chain drivers which determines the functions and
interactions of supply chain operations. The success of the supply chain phases is responsive to
the developed and managed drives. Supply chain drives include inventory, information,
transportation, pricing, and production (Bodon et al., 2018).
Inventory. This drive is responsible for stocking inventory of high standards and full range
products. Toyota Company has different brands of the vehicle like Toyota Lexus and others,
including cars and trucks, which are trending in the global market. The Company has more than
170 stores within 27 countries which facilities its accessibility to the potential customers.
Production. The drive focuses on having well-equipped manufacturing units which will produce
a wide range of products. Toyota manufacturing factories are build up with modern technology
which fastens and provides quality automobile products. In 2017, the average was, one car
manufactured completely and released from the production unit in "every three seconds, every
minute, every hour and every day throughout the year" (Bhattacharya, Kaur & Amit, 2018).
Information. Information drive powers the growth of technology, collection, and sharing of
information. Concerning the information drive, Toyota Company is utilizing the technology
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Logistics & Supply Chain Management 8
concept in full while developing a new design, general body architecture of the vehicles, and
plants used for manufacturing. All this is done accurately and timely to have the latest version of
the vehicle in the market with shortest time possible.
Integration Consideration
Internal Integration
This is integration between several departments of the organization function. Includes:
Information. Supply chain process is essential when the information sector internally integrates
them. This provides a timely and accurate flow of information between stakeholders, all level of
management, and the rest of the society of the organization. Effective information flow reduces
error and misunderstanding.
Coordination. Each phase of the supply chain requires coordination with each other to achieve
the targeted common goal. Effective coordination eliminated the challenges of following one's
self-interest in the process apart from the common goal. Lack of coordination will result in
losses, thus earning low-profit margin due to increased cost in manufacturing process cost,
transport, and labor cost.
Production. Production techniques are internal factors which are essential to be considered. The
organization should have flexible and responsive production procedures which will fulfill
customers demand in the market. Production of a wide range of the product obvious increases the
share of the market, thus optimizing the market opportunities available.
Planning. Supply chain management processes require planned and subsequent operation within
the organization to produce effective functions. The planning of the first to the last one is
independent of each other. For example, strategic, tactical, and operational phase show follows
concept in full while developing a new design, general body architecture of the vehicles, and
plants used for manufacturing. All this is done accurately and timely to have the latest version of
the vehicle in the market with shortest time possible.
Integration Consideration
Internal Integration
This is integration between several departments of the organization function. Includes:
Information. Supply chain process is essential when the information sector internally integrates
them. This provides a timely and accurate flow of information between stakeholders, all level of
management, and the rest of the society of the organization. Effective information flow reduces
error and misunderstanding.
Coordination. Each phase of the supply chain requires coordination with each other to achieve
the targeted common goal. Effective coordination eliminated the challenges of following one's
self-interest in the process apart from the common goal. Lack of coordination will result in
losses, thus earning low-profit margin due to increased cost in manufacturing process cost,
transport, and labor cost.
Production. Production techniques are internal factors which are essential to be considered. The
organization should have flexible and responsive production procedures which will fulfill
customers demand in the market. Production of a wide range of the product obvious increases the
share of the market, thus optimizing the market opportunities available.
Planning. Supply chain management processes require planned and subsequent operation within
the organization to produce effective functions. The planning of the first to the last one is
independent of each other. For example, strategic, tactical, and operational phase show follows
Logistics & Supply Chain Management 9
each without skipping any during the implementation of a supply chain system in the
organization (Zijm & Regattieri, 2019).
Sales and distribution. Organization sales and distribution depends on the internal decision
within the supply chain system. The sales team is supposed to have sales and marketing
strategies which will favor the supply chain process like offering adequate supply to the market,
which will earn a considerable profit margin. Distribution department always should work
together with supply chain operation to maximize the organization input and outputs.
External integration
External integration is concerns with external forces which influences the organization in
general. These includes:
Technology. Technology, research, and innovation are external factors which influence
organization production through supply chain processes. Toyota Company has utilized the
current technology by collecting and analyzing marketing trending issues in the automotive
industry (Saberi et al., 2019). For example, Toyota technology have produced innovative Toyota
Lexus, which has increased company sales in the year 2017.
Enterprise Resource Planning (ERP). This system provides organization with the ability to
control the material purchase and delivery, offering effective customer services, contributing to
the bill, and general control supply chain resource in the organization. According to the Toyota
Company, this system has reduced labor cost, increases the speed of processing and delivering
services, thus reducing the complexity of performing activities.
each without skipping any during the implementation of a supply chain system in the
organization (Zijm & Regattieri, 2019).
Sales and distribution. Organization sales and distribution depends on the internal decision
within the supply chain system. The sales team is supposed to have sales and marketing
strategies which will favor the supply chain process like offering adequate supply to the market,
which will earn a considerable profit margin. Distribution department always should work
together with supply chain operation to maximize the organization input and outputs.
External integration
External integration is concerns with external forces which influences the organization in
general. These includes:
Technology. Technology, research, and innovation are external factors which influence
organization production through supply chain processes. Toyota Company has utilized the
current technology by collecting and analyzing marketing trending issues in the automotive
industry (Saberi et al., 2019). For example, Toyota technology have produced innovative Toyota
Lexus, which has increased company sales in the year 2017.
Enterprise Resource Planning (ERP). This system provides organization with the ability to
control the material purchase and delivery, offering effective customer services, contributing to
the bill, and general control supply chain resource in the organization. According to the Toyota
Company, this system has reduced labor cost, increases the speed of processing and delivering
services, thus reducing the complexity of performing activities.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
Logistics & Supply Chain Management 10
Partnership. Toyota Motors Manufacturing Company has partnered with other many related
businesses within Toyota industry. The Company has collaborated with much other business to
facilitate smooth achievement of the supply chain goals, like Monozukuri, Suzuki, and others.
Competitors. In every market, they are the existence of a competitor, which is one way reduce
or sharp the competitive edged of the organization product. For example, Toyota manufacturing
company have many competitors in the market, like Mercedes Benz, BMW, FORD, and Nissan.
This encourages Toyota to protect its international brand by providing competitive strategies on
supply chain operations.
Value Generation
Supply chain operations create value in each stage according to the organization status of
technology, management level, and market demand to be distributed. A value chain is a design in
every organization like Toyota aiming to interrelated supply chain activities which finally results
in a definite competitive advantage. Therefore, the value of the operations should meet
customers’ satisfaction with the product and service as they pay the required amount. This means
the value chain generation helps to create values towards the end-user demand (Porter & Kramer,
2019). Value stream map is used to track the value chain steps. The map is composed of three
components which are information flow, timeline, and material flow.
Information flow
Information flow is demanded in between the organization, suppliers, and customers, thus
proving network. One of the information flow direction is from suppliers to customers and then
back from customers to the suppliers. The essential information sharing includes purchase order,
quotations, invoices, and customer complaints, among others. This information sharing improves
Partnership. Toyota Motors Manufacturing Company has partnered with other many related
businesses within Toyota industry. The Company has collaborated with much other business to
facilitate smooth achievement of the supply chain goals, like Monozukuri, Suzuki, and others.
Competitors. In every market, they are the existence of a competitor, which is one way reduce
or sharp the competitive edged of the organization product. For example, Toyota manufacturing
company have many competitors in the market, like Mercedes Benz, BMW, FORD, and Nissan.
This encourages Toyota to protect its international brand by providing competitive strategies on
supply chain operations.
Value Generation
Supply chain operations create value in each stage according to the organization status of
technology, management level, and market demand to be distributed. A value chain is a design in
every organization like Toyota aiming to interrelated supply chain activities which finally results
in a definite competitive advantage. Therefore, the value of the operations should meet
customers’ satisfaction with the product and service as they pay the required amount. This means
the value chain generation helps to create values towards the end-user demand (Porter & Kramer,
2019). Value stream map is used to track the value chain steps. The map is composed of three
components which are information flow, timeline, and material flow.
Information flow
Information flow is demanded in between the organization, suppliers, and customers, thus
proving network. One of the information flow direction is from suppliers to customers and then
back from customers to the suppliers. The essential information sharing includes purchase order,
quotations, invoices, and customer complaints, among others. This information sharing improves
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Logistics & Supply Chain Management 11
the supply chain decision among Toyota manufacturing processes (Zhu, Krikke & Caniels,
2018).
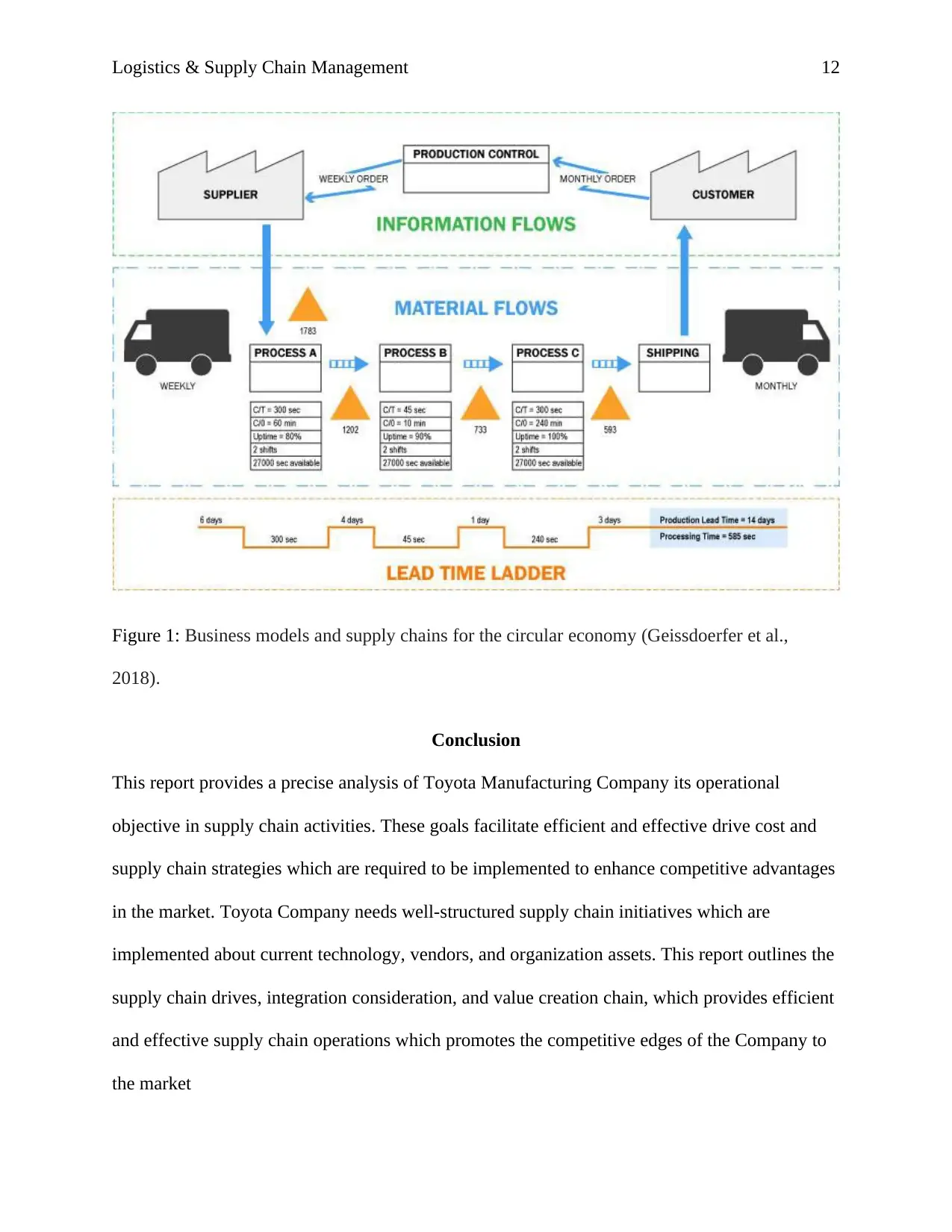
Timeline
Timeline factor involves the duration taken after raw materials entered to the production until
being released out, transported and stored within the warehouse before the purchases it for
consumption. From the map, the top line shows process lead duration while the bottom line
indicates the total cycle duration. Toyota Company takes the shortest time as possible to produce
the final product for the purchase purpose. This increased value added to the product.
Material flow
This indicated the flow and transformation material from the initial stage of raw input bypassing
all other processes until it reaches the final stage of finished products. To have efficient supply
chain processes, it requires good record-keeping through all stages about material flow.
The following is a map of value generation towards Toyota Company.
the supply chain decision among Toyota manufacturing processes (Zhu, Krikke & Caniels,
2018).
Timeline
Timeline factor involves the duration taken after raw materials entered to the production until
being released out, transported and stored within the warehouse before the purchases it for
consumption. From the map, the top line shows process lead duration while the bottom line
indicates the total cycle duration. Toyota Company takes the shortest time as possible to produce
the final product for the purchase purpose. This increased value added to the product.
Material flow
This indicated the flow and transformation material from the initial stage of raw input bypassing
all other processes until it reaches the final stage of finished products. To have efficient supply
chain processes, it requires good record-keeping through all stages about material flow.
The following is a map of value generation towards Toyota Company.
Logistics & Supply Chain Management 12
Figure 1: Business models and supply chains for the circular economy (Geissdoerfer et al.,
2018).
Conclusion
This report provides a precise analysis of Toyota Manufacturing Company its operational
objective in supply chain activities. These goals facilitate efficient and effective drive cost and
supply chain strategies which are required to be implemented to enhance competitive advantages
in the market. Toyota Company needs well-structured supply chain initiatives which are
implemented about current technology, vendors, and organization assets. This report outlines the
supply chain drives, integration consideration, and value creation chain, which provides efficient
and effective supply chain operations which promotes the competitive edges of the Company to
the market
Figure 1: Business models and supply chains for the circular economy (Geissdoerfer et al.,
2018).
Conclusion
This report provides a precise analysis of Toyota Manufacturing Company its operational
objective in supply chain activities. These goals facilitate efficient and effective drive cost and
supply chain strategies which are required to be implemented to enhance competitive advantages
in the market. Toyota Company needs well-structured supply chain initiatives which are
implemented about current technology, vendors, and organization assets. This report outlines the
supply chain drives, integration consideration, and value creation chain, which provides efficient
and effective supply chain operations which promotes the competitive edges of the Company to
the market
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 15
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.