Eliminating Bottlenecks in the Production Process of 'Model X'
VerifiedAdded on 2019/11/20
|30
|6568
|246
Report
AI Summary
A bottleneck occurs between painting and final inspection in a car manufacturing process. The constraint is identified as the limited number of spray painting equipment available, which leads to a waiting period for cars not yet painted. To eliminate this bottleneck, five focusing steps are applied: (1) Constraint Identification - recognizing the limitation of 5 spray painting machines; (2) Constraint Exploitation - utilizing the fact that 5 cars can be painted at once; (3) Subordinate other procedures to above decision - coordinating processes with the time taken to paint each car; (4) Constraint Elevation - considering purchasing additional painting machines to increase production capacity; and (5) Inertia as a Constraint - ensuring that there is no delay in returning to normal production once new machines are available. By applying these steps, the manufacturing process can be optimized to reduce wait times and improve overall efficiency.
Contribute Materials
Your contribution can guide someone’s learning journey. Share your
documents today.
UTS: ENGINEERING
Assignment Cover Sheet
STANDARD Mode
SUBJECT NAME: Operations Engineering
SUBJECT NUMBER: 49989
ASSIGNMENT NUMBER: Individual Assignment 1
STUDENT LAST NAME:
STUDENT FIRST NAME:
STUDENT ID:
Declaration of Originality:
The work contained in this assignment, other than that specifically attributed to another
source, is that of the author(s) and has not been submitted in any other subject or published
elsewhere before.
It is recognised that, should this declaration be found to be false, disciplinary action could be
taken and penalties imposed in accordance with University policy and rules.
Signature: __________________________________
0
Assignment Cover Sheet
STANDARD Mode
SUBJECT NAME: Operations Engineering
SUBJECT NUMBER: 49989
ASSIGNMENT NUMBER: Individual Assignment 1
STUDENT LAST NAME:
STUDENT FIRST NAME:
STUDENT ID:
Declaration of Originality:
The work contained in this assignment, other than that specifically attributed to another
source, is that of the author(s) and has not been submitted in any other subject or published
elsewhere before.
It is recognised that, should this declaration be found to be false, disciplinary action could be
taken and penalties imposed in accordance with University policy and rules.
Signature: __________________________________
0
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.

Operations Engineering
Assignment
Designing, Managing and Improving the Operations of a Manufacturing
Company
Faculty of Engineering and Information Technology
1
Assignment
Designing, Managing and Improving the Operations of a Manufacturing
Company
Faculty of Engineering and Information Technology
1
Executive Summary
This report focusses on designing a new product for Tesla Motors and the product is
called ‘Sedan Model X’ which is a sports utility vehicle and is the quickest SUV in
production. The report makes use of De Bono’s Six Thinking Hats to design the product and
makes critical analysis of different factors of production and gives a thorough design of
production unit’s functioning. The report presents a detailed floor plan and value map stream
of the unit.
The report also discusses various the management level functions like stock control,
inventory and supply chain management. There is discussion about the changes to be brought
in the functioning of the facility. Final part of the report deals suggestions for improving the
functioning of the production facility like developing maintenance activities, reduction of
wastage, and providing necessary training to the work force.
2
This report focusses on designing a new product for Tesla Motors and the product is
called ‘Sedan Model X’ which is a sports utility vehicle and is the quickest SUV in
production. The report makes use of De Bono’s Six Thinking Hats to design the product and
makes critical analysis of different factors of production and gives a thorough design of
production unit’s functioning. The report presents a detailed floor plan and value map stream
of the unit.
The report also discusses various the management level functions like stock control,
inventory and supply chain management. There is discussion about the changes to be brought
in the functioning of the facility. Final part of the report deals suggestions for improving the
functioning of the production facility like developing maintenance activities, reduction of
wastage, and providing necessary training to the work force.
2
Table of Contents
Contents Page No.
Executive Summary 2
Introduction 4
New Product Design 4
Functional Design 10
Functional Management 15
Functional Improvements 18
Conclusions 22
References 22
3
Contents Page No.
Executive Summary 2
Introduction 4
New Product Design 4
Functional Design 10
Functional Management 15
Functional Improvements 18
Conclusions 22
References 22
3
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Introduction
Tesla Motors is now called Tesla, Inc. and it is an American company involved in the
manufacture of automotive, solar panels and energy storage systems. It was founded in 2003
by Elon Musk with its manufacturing plant at Fremont in California, USA and headquartered
at Delaware, USA. It also has two subsidiaries Solarcity headquartered at San Mateo which
manufactures residential solar panels and Tesla Grohmann Automation headquartered at Pr ¨u
m, Germany, which specializes in creating automation solutions. At present there are 33,000
employees working for Tesla. Elon Musk is the chairman and chief executive officer, JB
Straubel is the chief technology officer and Deepak Ahuja is the chief financial officer.
In February 2008 it unveiled the first electric car (Roadster) in mass production and
then an electric luxury sedan in June 2012 named Model S, which has been the company’s
best-selling car till date. In September 2015 it unveiled a crossover SUV named Model X and
the Model 3 in July 2017. Its aim is to offer affordable electric car to the masses. Tesla has
sold over 2250 Roadsters in 31 countries and has sold over 211,000 electric cars worldwide
as of march 2017.
At first De Bono’s six hats technique is applied to so as to solve the problem of
designing the new product and then the functioning of the production facility is discussed
using Kanban plots and floor plans. The report then discusses about how the functions of the
plant is managed and provides suggestion to improve the functions of the plant in-order to
optimize the process of production.
New Product Design
De Bono’s Six Thinking Hats Technique
In-order to help improve parallel thinking this technique was developed by Edward de
Bono and it helped in the process of thinking together (Karadag, et al. 2016). The six hats
represent six different colours and each colour is for thinking in a unique style as
mentioned here (Kivunja, 2015). White hat helps in the gathering of accessible data,
yellow hat is for distinguishing the advantages that could be accomplished (Sheth, 2012),
green hat is for imagination and includes advancement in the item, black hat is for
disparities in the item with the goal that a more reasonable item is created (Taie and El
Kamel, 2013), blue hat is for dealing with the objectives and manner of thinking lastly the
4
Tesla Motors is now called Tesla, Inc. and it is an American company involved in the
manufacture of automotive, solar panels and energy storage systems. It was founded in 2003
by Elon Musk with its manufacturing plant at Fremont in California, USA and headquartered
at Delaware, USA. It also has two subsidiaries Solarcity headquartered at San Mateo which
manufactures residential solar panels and Tesla Grohmann Automation headquartered at Pr ¨u
m, Germany, which specializes in creating automation solutions. At present there are 33,000
employees working for Tesla. Elon Musk is the chairman and chief executive officer, JB
Straubel is the chief technology officer and Deepak Ahuja is the chief financial officer.
In February 2008 it unveiled the first electric car (Roadster) in mass production and
then an electric luxury sedan in June 2012 named Model S, which has been the company’s
best-selling car till date. In September 2015 it unveiled a crossover SUV named Model X and
the Model 3 in July 2017. Its aim is to offer affordable electric car to the masses. Tesla has
sold over 2250 Roadsters in 31 countries and has sold over 211,000 electric cars worldwide
as of march 2017.
At first De Bono’s six hats technique is applied to so as to solve the problem of
designing the new product and then the functioning of the production facility is discussed
using Kanban plots and floor plans. The report then discusses about how the functions of the
plant is managed and provides suggestion to improve the functions of the plant in-order to
optimize the process of production.
New Product Design
De Bono’s Six Thinking Hats Technique
In-order to help improve parallel thinking this technique was developed by Edward de
Bono and it helped in the process of thinking together (Karadag, et al. 2016). The six hats
represent six different colours and each colour is for thinking in a unique style as
mentioned here (Kivunja, 2015). White hat helps in the gathering of accessible data,
yellow hat is for distinguishing the advantages that could be accomplished (Sheth, 2012),
green hat is for imagination and includes advancement in the item, black hat is for
disparities in the item with the goal that a more reasonable item is created (Taie and El
Kamel, 2013), blue hat is for dealing with the objectives and manner of thinking lastly the
4
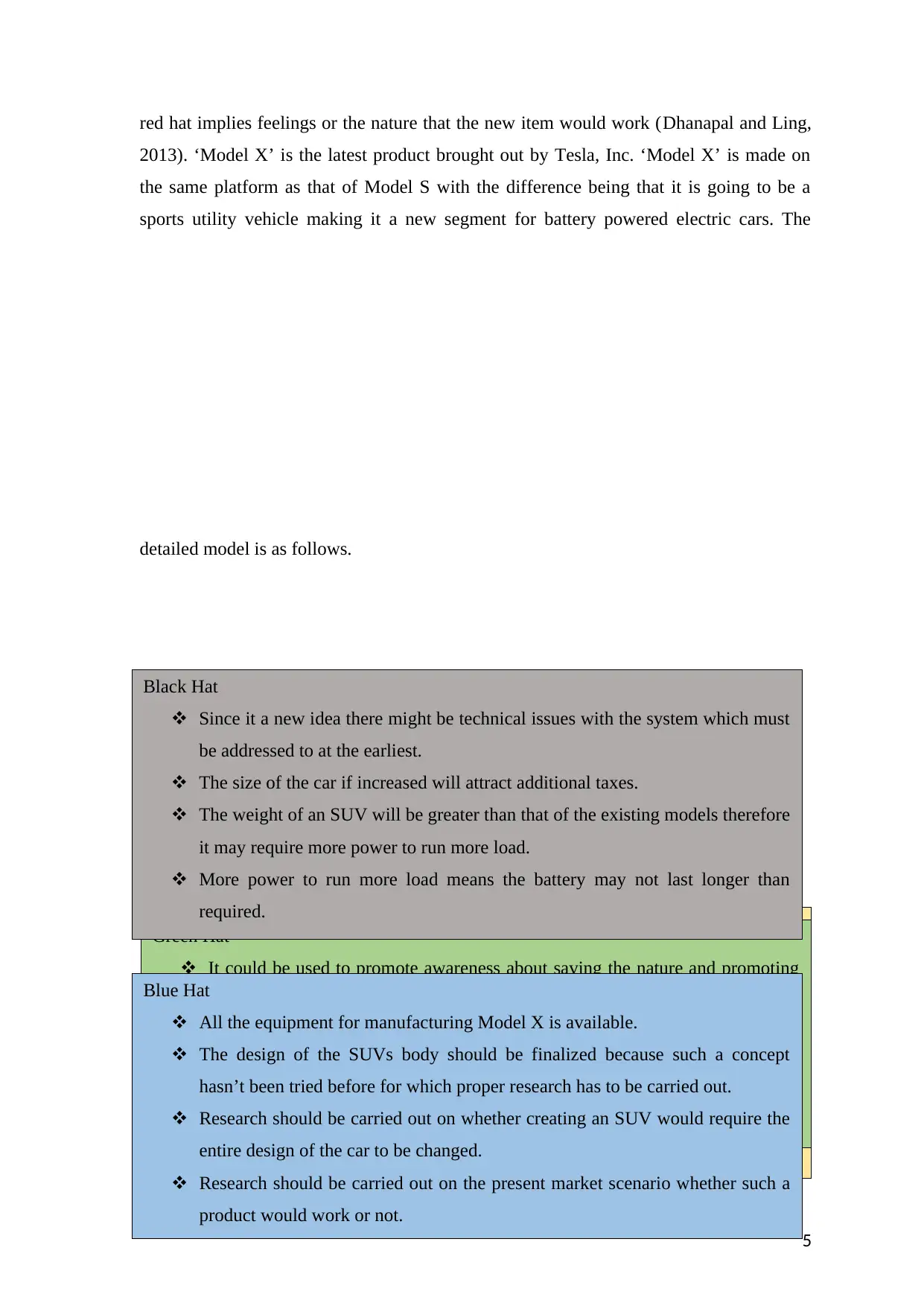
red hat implies feelings or the nature that the new item would work (Dhanapal and Ling,
2013). ‘Model X’ is the latest product brought out by Tesla, Inc. ‘Model X’ is made on
the same platform as that of Model S with the difference being that it is going to be a
sports utility vehicle making it a new segment for battery powered electric cars. The
detailed model is as follows.
Yellow Hat
The concept is not new but if the performance of model S is replicated then
there will be no competition in the market.
Since it is an electric car powered so it could get increased government
subsidies.
Such a car would produce lower emissions and thus would not contribute to
pollution, thereby saving the environment.
All the infrastructure is already available only thing is designing the new body
and integrating it with the recharging system.
Green Hat
It could be used to promote awareness about saving the nature and promoting
electric powered vehicles for mass production.
Provide a market segment of electric SUVs.
Design the internals of the SUV as per the requirement of the customer.
Organize car rallies to show the performance of the car not just as a small
distance passenger carrier but also as a long distance reliable vehicle.
Black Hat
Since it a new idea there might be technical issues with the system which must
be addressed to at the earliest.
The size of the car if increased will attract additional taxes.
The weight of an SUV will be greater than that of the existing models therefore
it may require more power to run more load.
More power to run more load means the battery may not last longer than
required.
Blue Hat
All the equipment for manufacturing Model X is available.
The design of the SUVs body should be finalized because such a concept
hasn’t been tried before for which proper research has to be carried out.
Research should be carried out on whether creating an SUV would require the
entire design of the car to be changed.
Research should be carried out on the present market scenario whether such a
product would work or not.
5
2013). ‘Model X’ is the latest product brought out by Tesla, Inc. ‘Model X’ is made on
the same platform as that of Model S with the difference being that it is going to be a
sports utility vehicle making it a new segment for battery powered electric cars. The
detailed model is as follows.
Yellow Hat
The concept is not new but if the performance of model S is replicated then
there will be no competition in the market.
Since it is an electric car powered so it could get increased government
subsidies.
Such a car would produce lower emissions and thus would not contribute to
pollution, thereby saving the environment.
All the infrastructure is already available only thing is designing the new body
and integrating it with the recharging system.
Green Hat
It could be used to promote awareness about saving the nature and promoting
electric powered vehicles for mass production.
Provide a market segment of electric SUVs.
Design the internals of the SUV as per the requirement of the customer.
Organize car rallies to show the performance of the car not just as a small
distance passenger carrier but also as a long distance reliable vehicle.
Black Hat
Since it a new idea there might be technical issues with the system which must
be addressed to at the earliest.
The size of the car if increased will attract additional taxes.
The weight of an SUV will be greater than that of the existing models therefore
it may require more power to run more load.
More power to run more load means the battery may not last longer than
required.
Blue Hat
All the equipment for manufacturing Model X is available.
The design of the SUVs body should be finalized because such a concept
hasn’t been tried before for which proper research has to be carried out.
Research should be carried out on whether creating an SUV would require the
entire design of the car to be changed.
Research should be carried out on the present market scenario whether such a
product would work or not.
5
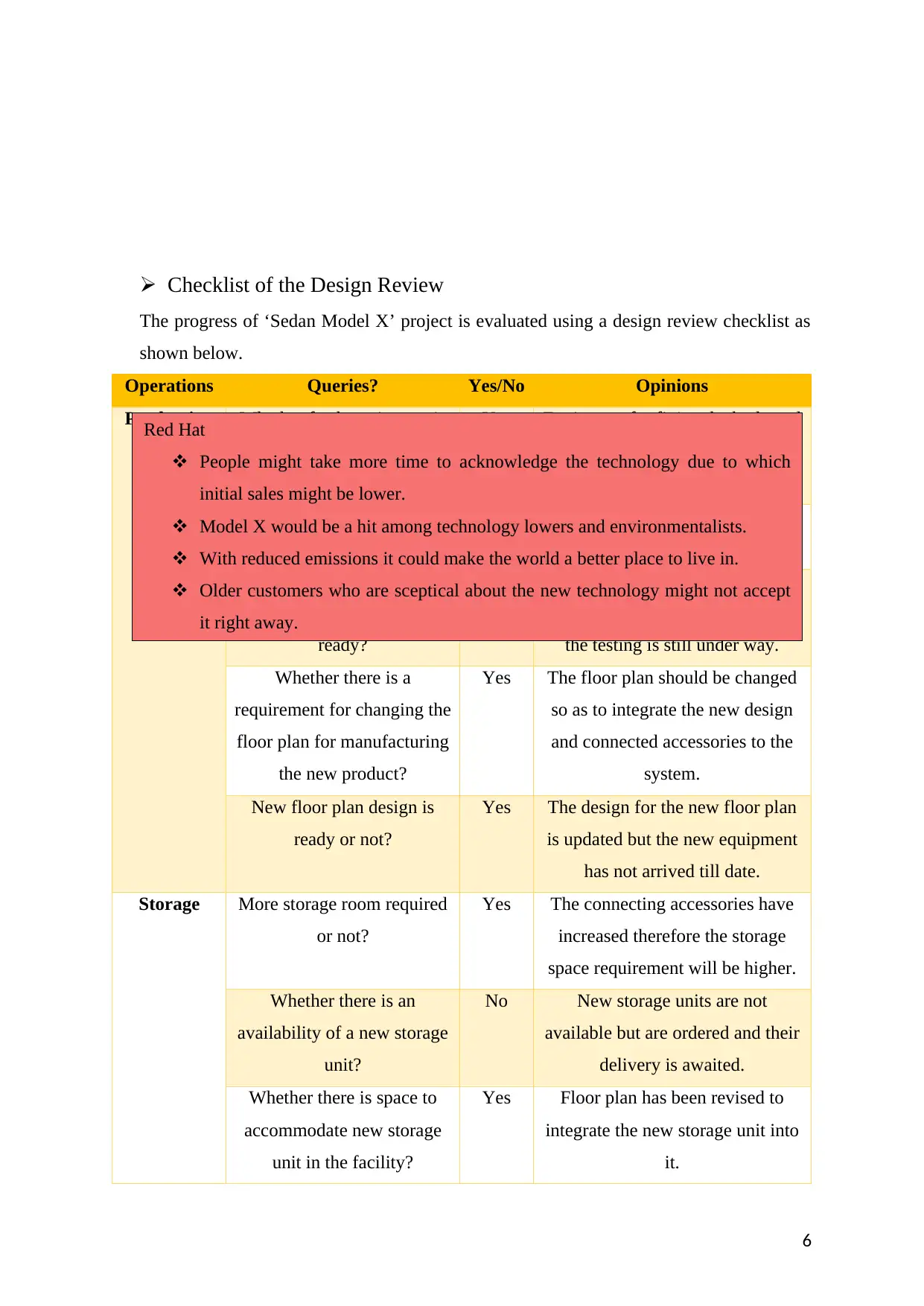
Checklist of the Design Review
The progress of ‘Sedan Model X’ project is evaluated using a design review checklist as
shown below.
Operations Queries? Yes/No Opinions
Production Whether fresh equipment is
required for manufacturing
Model X?
Yes Equipment for fixing the body and
accessories for connecting to the
battery circuit.
Does the other equipment
require a replacement?
No It is seen that all other equipment
is in working condition.
Are the designs for
manufacturing model X
ready?
No A number of designs have been
made but nothing is finalized as
the testing is still under way.
Whether there is a
requirement for changing the
floor plan for manufacturing
the new product?
Yes The floor plan should be changed
so as to integrate the new design
and connected accessories to the
system.
New floor plan design is
ready or not?
Yes The design for the new floor plan
is updated but the new equipment
has not arrived till date.
Storage More storage room required
or not?
Yes The connecting accessories have
increased therefore the storage
space requirement will be higher.
Whether there is an
availability of a new storage
unit?
No New storage units are not
available but are ordered and their
delivery is awaited.
Whether there is space to
accommodate new storage
unit in the facility?
Yes Floor plan has been revised to
integrate the new storage unit into
it.
Red Hat
People might take more time to acknowledge the technology due to which
initial sales might be lower.
Model X would be a hit among technology lowers and environmentalists.
With reduced emissions it could make the world a better place to live in.
Older customers who are sceptical about the new technology might not accept
it right away.
6
The progress of ‘Sedan Model X’ project is evaluated using a design review checklist as
shown below.
Operations Queries? Yes/No Opinions
Production Whether fresh equipment is
required for manufacturing
Model X?
Yes Equipment for fixing the body and
accessories for connecting to the
battery circuit.
Does the other equipment
require a replacement?
No It is seen that all other equipment
is in working condition.
Are the designs for
manufacturing model X
ready?
No A number of designs have been
made but nothing is finalized as
the testing is still under way.
Whether there is a
requirement for changing the
floor plan for manufacturing
the new product?
Yes The floor plan should be changed
so as to integrate the new design
and connected accessories to the
system.
New floor plan design is
ready or not?
Yes The design for the new floor plan
is updated but the new equipment
has not arrived till date.
Storage More storage room required
or not?
Yes The connecting accessories have
increased therefore the storage
space requirement will be higher.
Whether there is an
availability of a new storage
unit?
No New storage units are not
available but are ordered and their
delivery is awaited.
Whether there is space to
accommodate new storage
unit in the facility?
Yes Floor plan has been revised to
integrate the new storage unit into
it.
Red Hat
People might take more time to acknowledge the technology due to which
initial sales might be lower.
Model X would be a hit among technology lowers and environmentalists.
With reduced emissions it could make the world a better place to live in.
Older customers who are sceptical about the new technology might not accept
it right away.
6
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
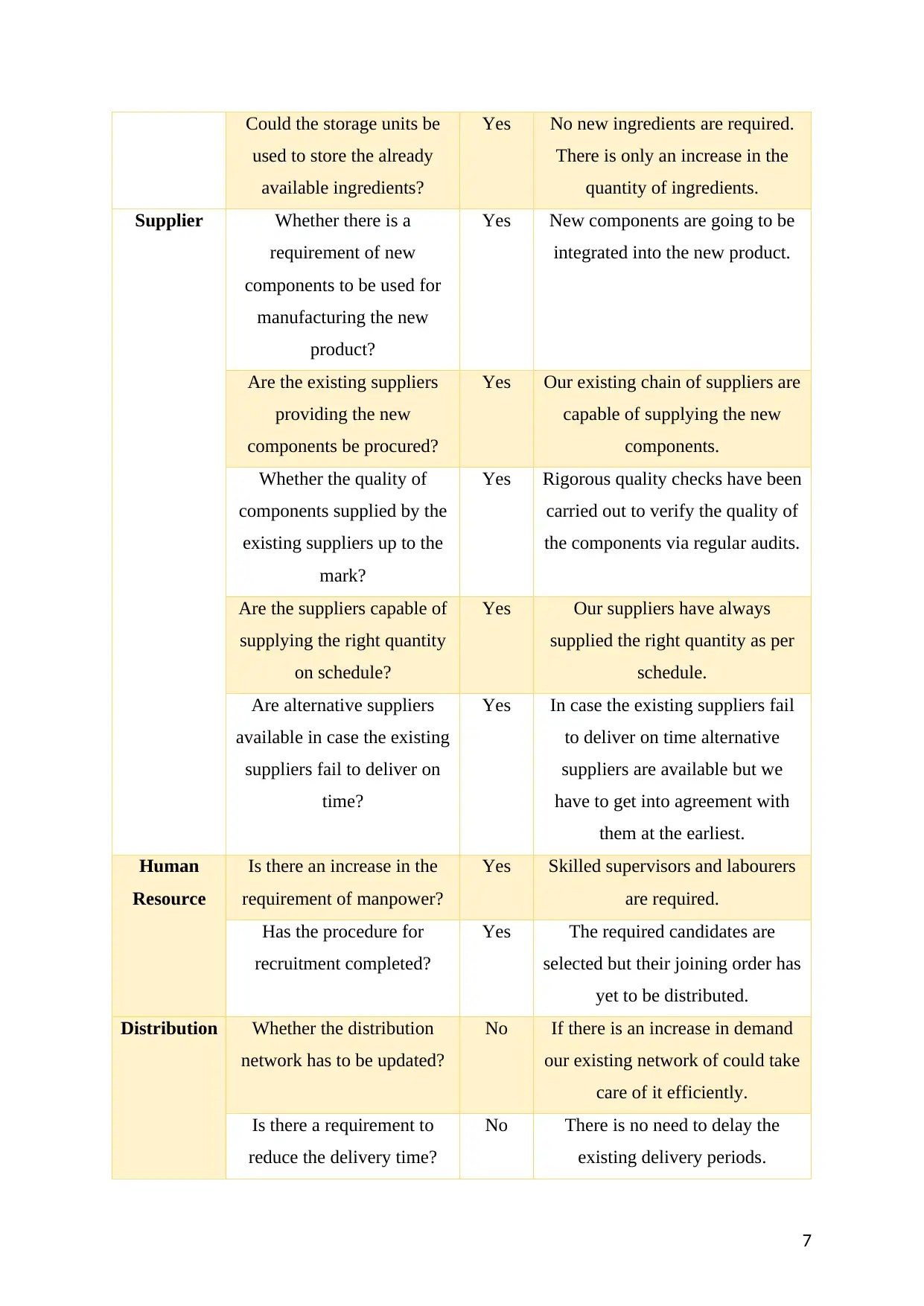
Could the storage units be
used to store the already
available ingredients?
Yes No new ingredients are required.
There is only an increase in the
quantity of ingredients.
Supplier Whether there is a
requirement of new
components to be used for
manufacturing the new
product?
Yes New components are going to be
integrated into the new product.
Are the existing suppliers
providing the new
components be procured?
Yes Our existing chain of suppliers are
capable of supplying the new
components.
Whether the quality of
components supplied by the
existing suppliers up to the
mark?
Yes Rigorous quality checks have been
carried out to verify the quality of
the components via regular audits.
Are the suppliers capable of
supplying the right quantity
on schedule?
Yes Our suppliers have always
supplied the right quantity as per
schedule.
Are alternative suppliers
available in case the existing
suppliers fail to deliver on
time?
Yes In case the existing suppliers fail
to deliver on time alternative
suppliers are available but we
have to get into agreement with
them at the earliest.
Human
Resource
Is there an increase in the
requirement of manpower?
Yes Skilled supervisors and labourers
are required.
Has the procedure for
recruitment completed?
Yes The required candidates are
selected but their joining order has
yet to be distributed.
Distribution Whether the distribution
network has to be updated?
No If there is an increase in demand
our existing network of could take
care of it efficiently.
Is there a requirement to
reduce the delivery time?
No There is no need to delay the
existing delivery periods.
7
used to store the already
available ingredients?
Yes No new ingredients are required.
There is only an increase in the
quantity of ingredients.
Supplier Whether there is a
requirement of new
components to be used for
manufacturing the new
product?
Yes New components are going to be
integrated into the new product.
Are the existing suppliers
providing the new
components be procured?
Yes Our existing chain of suppliers are
capable of supplying the new
components.
Whether the quality of
components supplied by the
existing suppliers up to the
mark?
Yes Rigorous quality checks have been
carried out to verify the quality of
the components via regular audits.
Are the suppliers capable of
supplying the right quantity
on schedule?
Yes Our suppliers have always
supplied the right quantity as per
schedule.
Are alternative suppliers
available in case the existing
suppliers fail to deliver on
time?
Yes In case the existing suppliers fail
to deliver on time alternative
suppliers are available but we
have to get into agreement with
them at the earliest.
Human
Resource
Is there an increase in the
requirement of manpower?
Yes Skilled supervisors and labourers
are required.
Has the procedure for
recruitment completed?
Yes The required candidates are
selected but their joining order has
yet to be distributed.
Distribution Whether the distribution
network has to be updated?
No If there is an increase in demand
our existing network of could take
care of it efficiently.
Is there a requirement to
reduce the delivery time?
No There is no need to delay the
existing delivery periods.
7
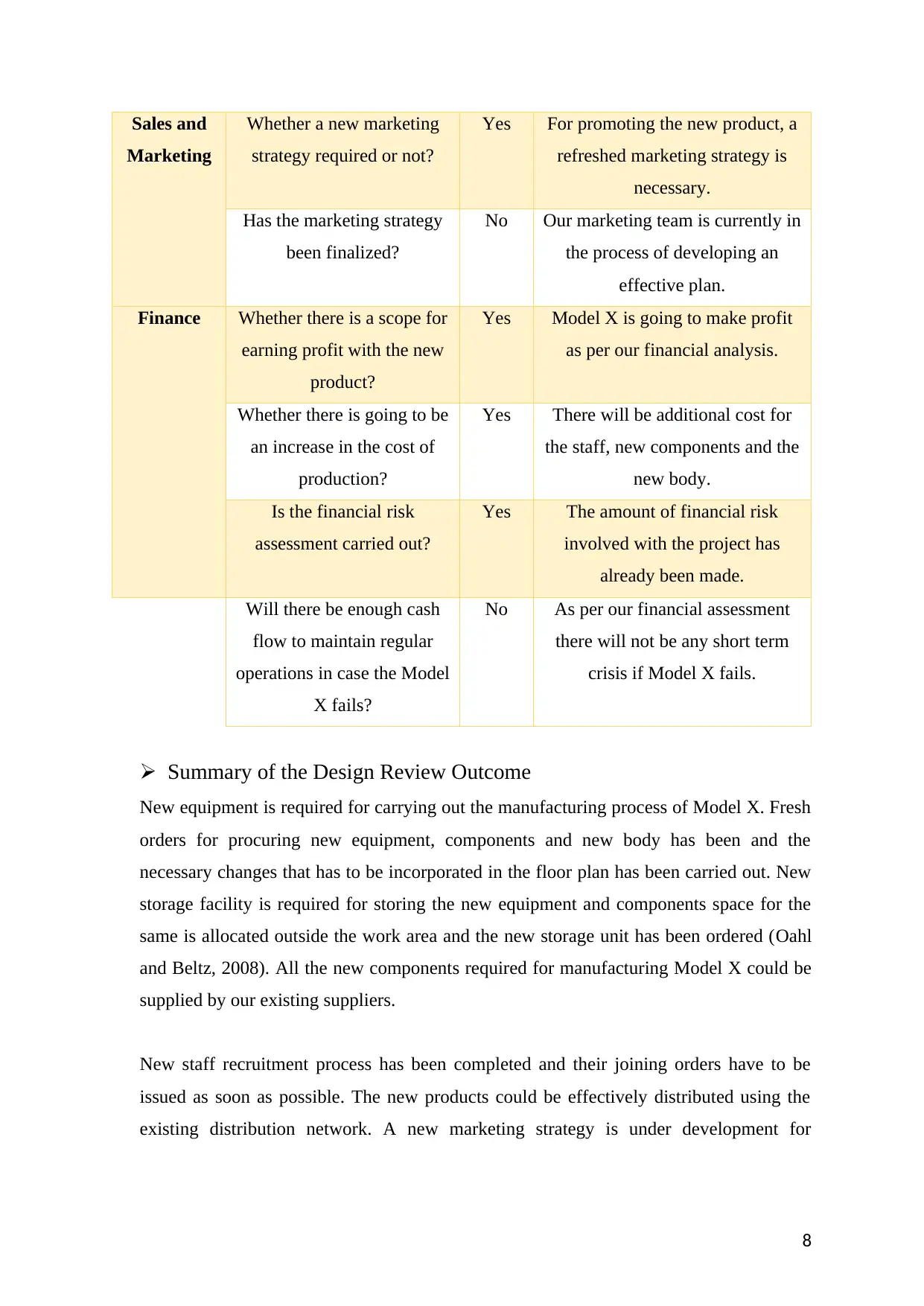
Sales and
Marketing
Whether a new marketing
strategy required or not?
Yes For promoting the new product, a
refreshed marketing strategy is
necessary.
Has the marketing strategy
been finalized?
No Our marketing team is currently in
the process of developing an
effective plan.
Finance Whether there is a scope for
earning profit with the new
product?
Yes Model X is going to make profit
as per our financial analysis.
Whether there is going to be
an increase in the cost of
production?
Yes There will be additional cost for
the staff, new components and the
new body.
Is the financial risk
assessment carried out?
Yes The amount of financial risk
involved with the project has
already been made.
Will there be enough cash
flow to maintain regular
operations in case the Model
X fails?
No As per our financial assessment
there will not be any short term
crisis if Model X fails.
Summary of the Design Review Outcome
New equipment is required for carrying out the manufacturing process of Model X. Fresh
orders for procuring new equipment, components and new body has been and the
necessary changes that has to be incorporated in the floor plan has been carried out. New
storage facility is required for storing the new equipment and components space for the
same is allocated outside the work area and the new storage unit has been ordered (Oahl
and Beltz, 2008). All the new components required for manufacturing Model X could be
supplied by our existing suppliers.
New staff recruitment process has been completed and their joining orders have to be
issued as soon as possible. The new products could be effectively distributed using the
existing distribution network. A new marketing strategy is under development for
8
Marketing
Whether a new marketing
strategy required or not?
Yes For promoting the new product, a
refreshed marketing strategy is
necessary.
Has the marketing strategy
been finalized?
No Our marketing team is currently in
the process of developing an
effective plan.
Finance Whether there is a scope for
earning profit with the new
product?
Yes Model X is going to make profit
as per our financial analysis.
Whether there is going to be
an increase in the cost of
production?
Yes There will be additional cost for
the staff, new components and the
new body.
Is the financial risk
assessment carried out?
Yes The amount of financial risk
involved with the project has
already been made.
Will there be enough cash
flow to maintain regular
operations in case the Model
X fails?
No As per our financial assessment
there will not be any short term
crisis if Model X fails.
Summary of the Design Review Outcome
New equipment is required for carrying out the manufacturing process of Model X. Fresh
orders for procuring new equipment, components and new body has been and the
necessary changes that has to be incorporated in the floor plan has been carried out. New
storage facility is required for storing the new equipment and components space for the
same is allocated outside the work area and the new storage unit has been ordered (Oahl
and Beltz, 2008). All the new components required for manufacturing Model X could be
supplied by our existing suppliers.
New staff recruitment process has been completed and their joining orders have to be
issued as soon as possible. The new products could be effectively distributed using the
existing distribution network. A new marketing strategy is under development for
8

promoting Model X. Financial analysis indicates that the new product would earn profit
rather than losses and is therefore going to be a success in the market.
9
rather than losses and is therefore going to be a success in the market.
9
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
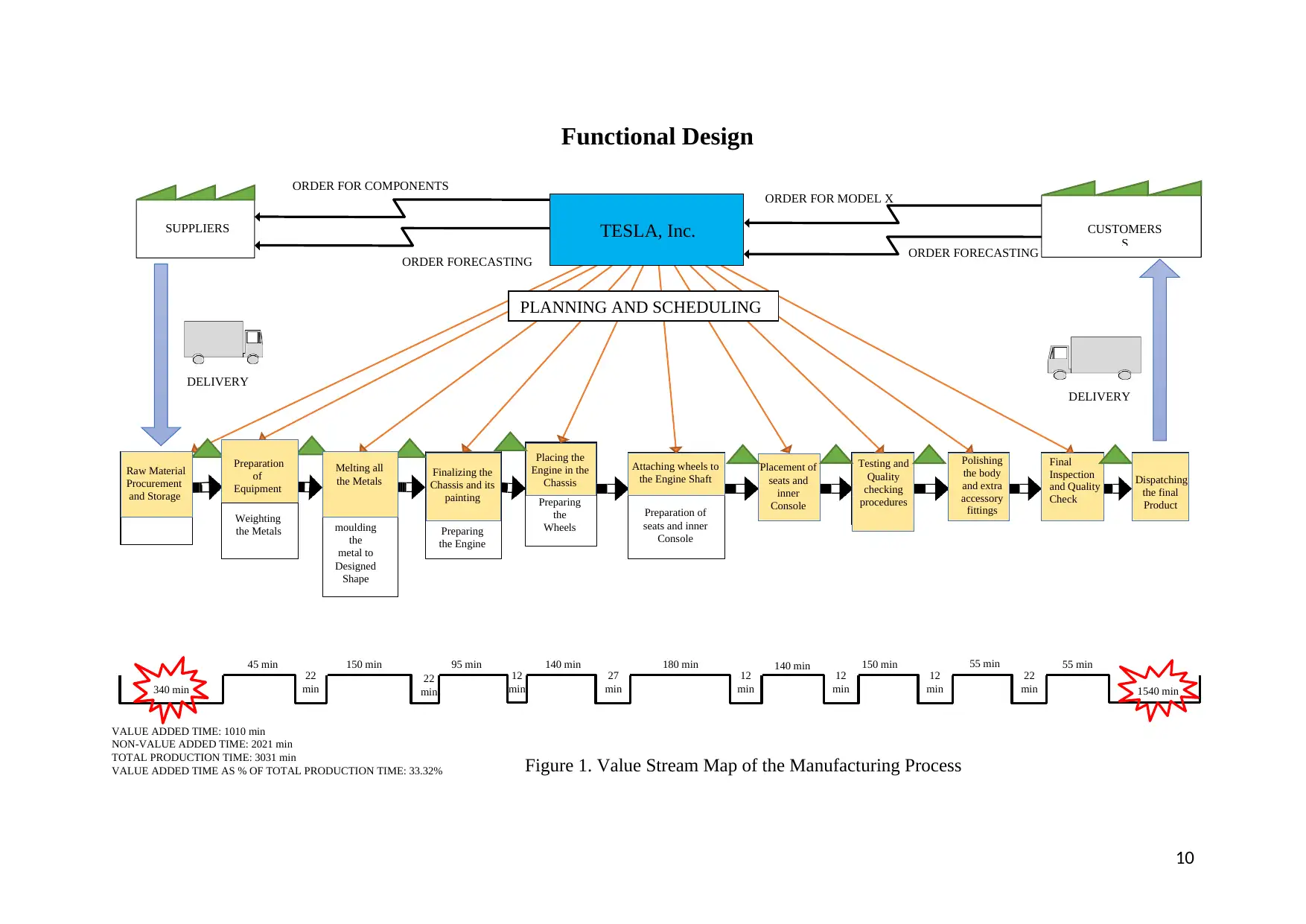
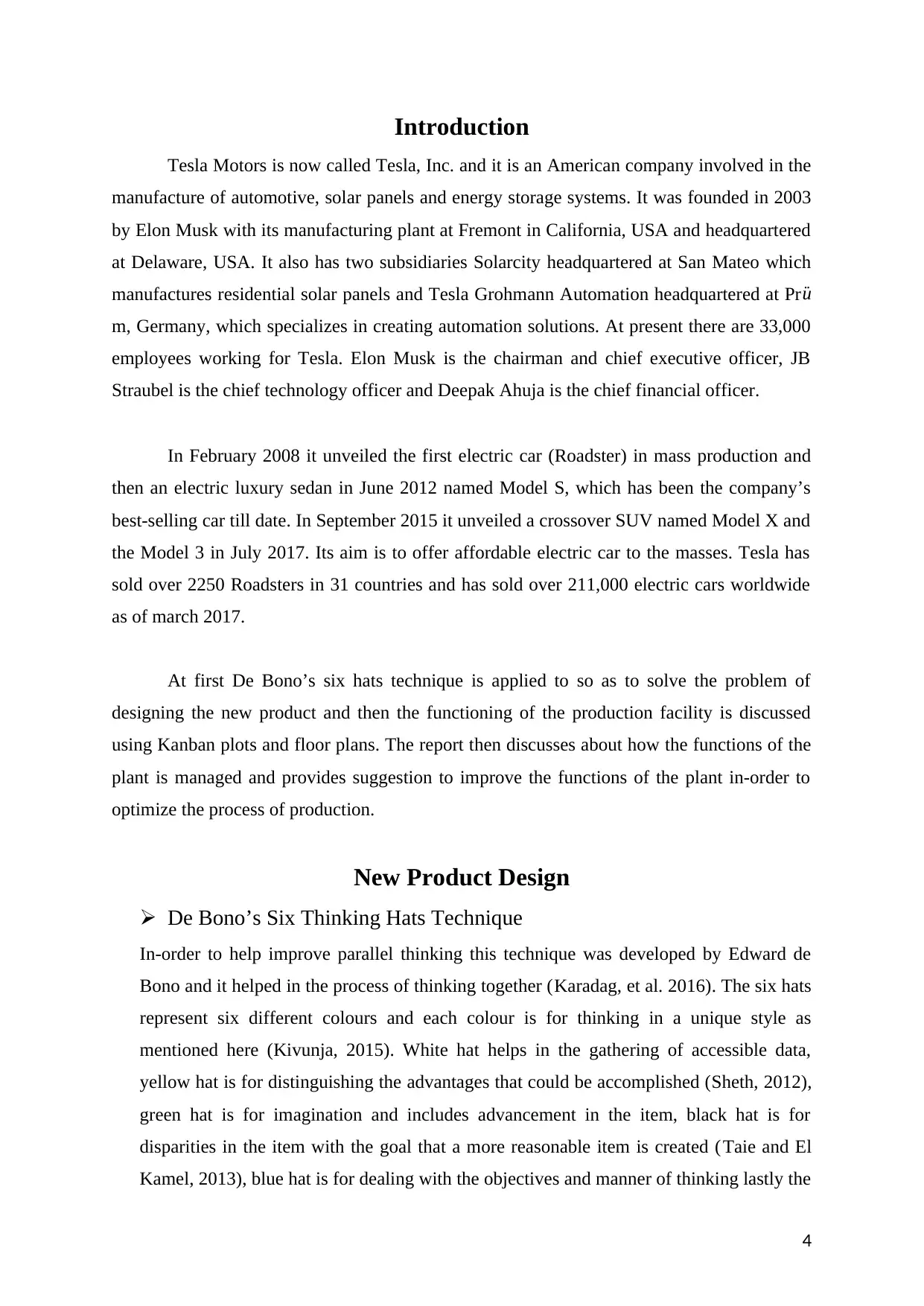
VALUE ADDED TIME: 1010 min
NON-VALUE ADDED TIME: 2021 min
TOTAL PRODUCTION TIME: 3031 min
VALUE ADDED TIME AS % OF TOTAL PRODUCTION TIME: 33.32%
Dispatching
the final
Product
Final
Inspection
and Quality
Check
Polishing
the body
and extra
accessory
fittings
Testing and
Quality
checking
procedures
Placement of
seats and
inner
Console
Attaching wheels to
the Engine Shaft
Finalizing the
Chassis and its
painting
Melting all
the Metals
Raw Material
Procurement
and Storage
Placing the
Engine in the
Chassis
Weighting
the Metals
Preparation
of
Equipment
PLANNING AND SCHEDULING
TESLA, Inc.
DELIVERY
DELIVERY
ORDER FORECASTING
CUSTOMERS
S
ORDER FORECASTING
SUPPLIERS
ORDER FOR MODEL X
ORDER FOR COMPONENTS
Preparation of
seats and inner
Console
Preparing
the Engine
moulding
the
metal to
Designed
Shape
Preparing
the
Wheels
1540 min
22
min
12
min
12
min
12
min
27
min
12
min
22
min
22
min340 min
55 min55 min150 min140 min180 min140 min95 min150 min45 min
Functional Design
Figure 1. Value Stream Map of the Manufacturing Process
10
NON-VALUE ADDED TIME: 2021 min
TOTAL PRODUCTION TIME: 3031 min
VALUE ADDED TIME AS % OF TOTAL PRODUCTION TIME: 33.32%
Dispatching
the final
Product
Final
Inspection
and Quality
Check
Polishing
the body
and extra
accessory
fittings
Testing and
Quality
checking
procedures
Placement of
seats and
inner
Console
Attaching wheels to
the Engine Shaft
Finalizing the
Chassis and its
painting
Melting all
the Metals
Raw Material
Procurement
and Storage
Placing the
Engine in the
Chassis
Weighting
the Metals
Preparation
of
Equipment
PLANNING AND SCHEDULING
TESLA, Inc.
DELIVERY
DELIVERY
ORDER FORECASTING
CUSTOMERS
S
ORDER FORECASTING
SUPPLIERS
ORDER FOR MODEL X
ORDER FOR COMPONENTS
Preparation of
seats and inner
Console
Preparing
the Engine
moulding
the
metal to
Designed
Shape
Preparing
the
Wheels
1540 min
22
min
12
min
12
min
12
min
27
min
12
min
22
min
22
min340 min
55 min55 min150 min140 min180 min140 min95 min150 min45 min
Functional Design
Figure 1. Value Stream Map of the Manufacturing Process
10
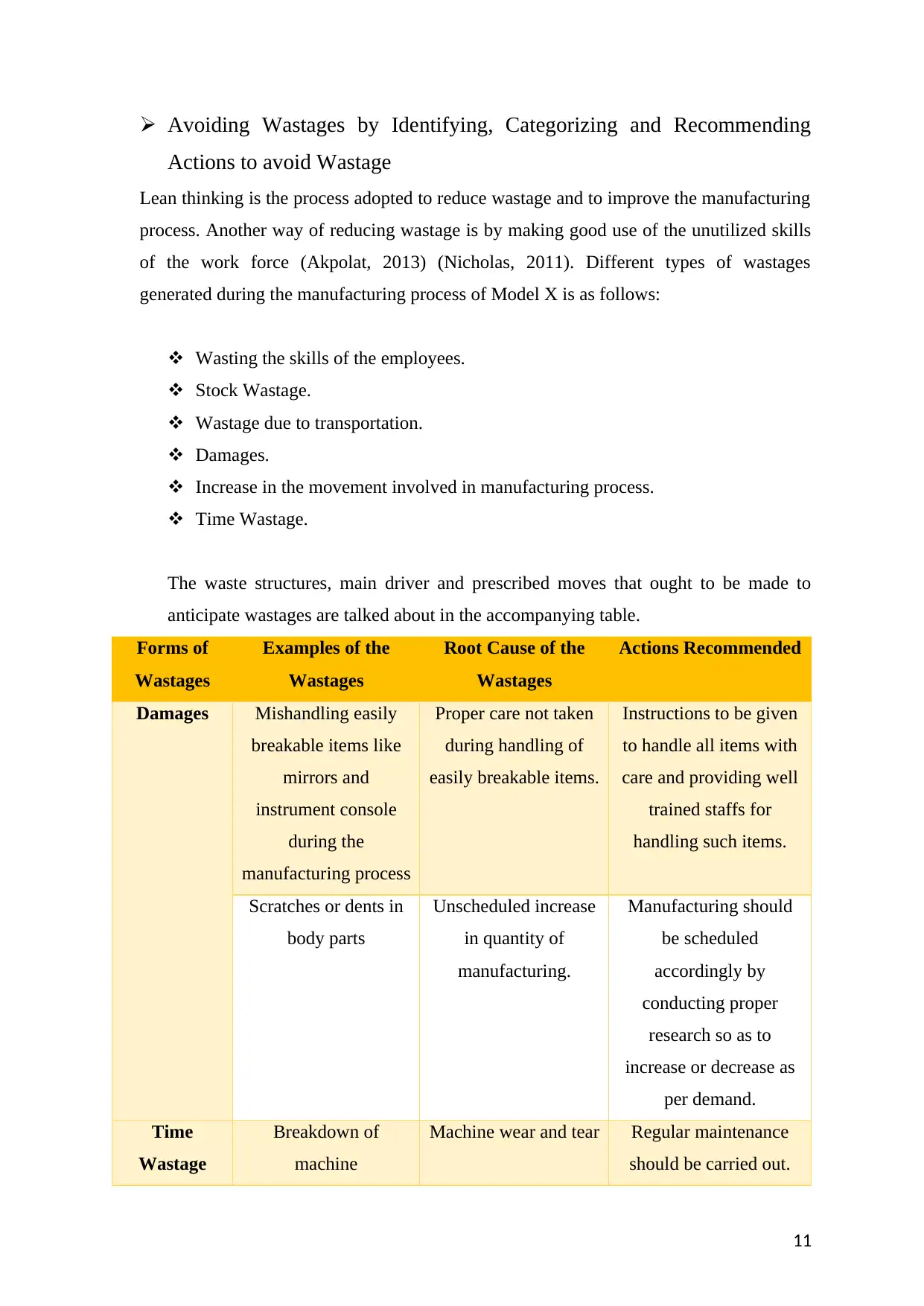
Avoiding Wastages by Identifying, Categorizing and Recommending
Actions to avoid Wastage
Lean thinking is the process adopted to reduce wastage and to improve the manufacturing
process. Another way of reducing wastage is by making good use of the unutilized skills
of the work force (Akpolat, 2013) (Nicholas, 2011). Different types of wastages
generated during the manufacturing process of Model X is as follows:
Wasting the skills of the employees.
Stock Wastage.
Wastage due to transportation.
Damages.
Increase in the movement involved in manufacturing process.
Time Wastage.
The waste structures, main driver and prescribed moves that ought to be made to
anticipate wastages are talked about in the accompanying table.
Forms of
Wastages
Examples of the
Wastages
Root Cause of the
Wastages
Actions Recommended
Damages Mishandling easily
breakable items like
mirrors and
instrument console
during the
manufacturing process
Proper care not taken
during handling of
easily breakable items.
Instructions to be given
to handle all items with
care and providing well
trained staffs for
handling such items.
Scratches or dents in
body parts
Unscheduled increase
in quantity of
manufacturing.
Manufacturing should
be scheduled
accordingly by
conducting proper
research so as to
increase or decrease as
per demand.
Time
Wastage
Breakdown of
machine
Machine wear and tear Regular maintenance
should be carried out.
11
Actions to avoid Wastage
Lean thinking is the process adopted to reduce wastage and to improve the manufacturing
process. Another way of reducing wastage is by making good use of the unutilized skills
of the work force (Akpolat, 2013) (Nicholas, 2011). Different types of wastages
generated during the manufacturing process of Model X is as follows:
Wasting the skills of the employees.
Stock Wastage.
Wastage due to transportation.
Damages.
Increase in the movement involved in manufacturing process.
Time Wastage.
The waste structures, main driver and prescribed moves that ought to be made to
anticipate wastages are talked about in the accompanying table.
Forms of
Wastages
Examples of the
Wastages
Root Cause of the
Wastages
Actions Recommended
Damages Mishandling easily
breakable items like
mirrors and
instrument console
during the
manufacturing process
Proper care not taken
during handling of
easily breakable items.
Instructions to be given
to handle all items with
care and providing well
trained staffs for
handling such items.
Scratches or dents in
body parts
Unscheduled increase
in quantity of
manufacturing.
Manufacturing should
be scheduled
accordingly by
conducting proper
research so as to
increase or decrease as
per demand.
Time
Wastage
Breakdown of
machine
Machine wear and tear Regular maintenance
should be carried out.
11
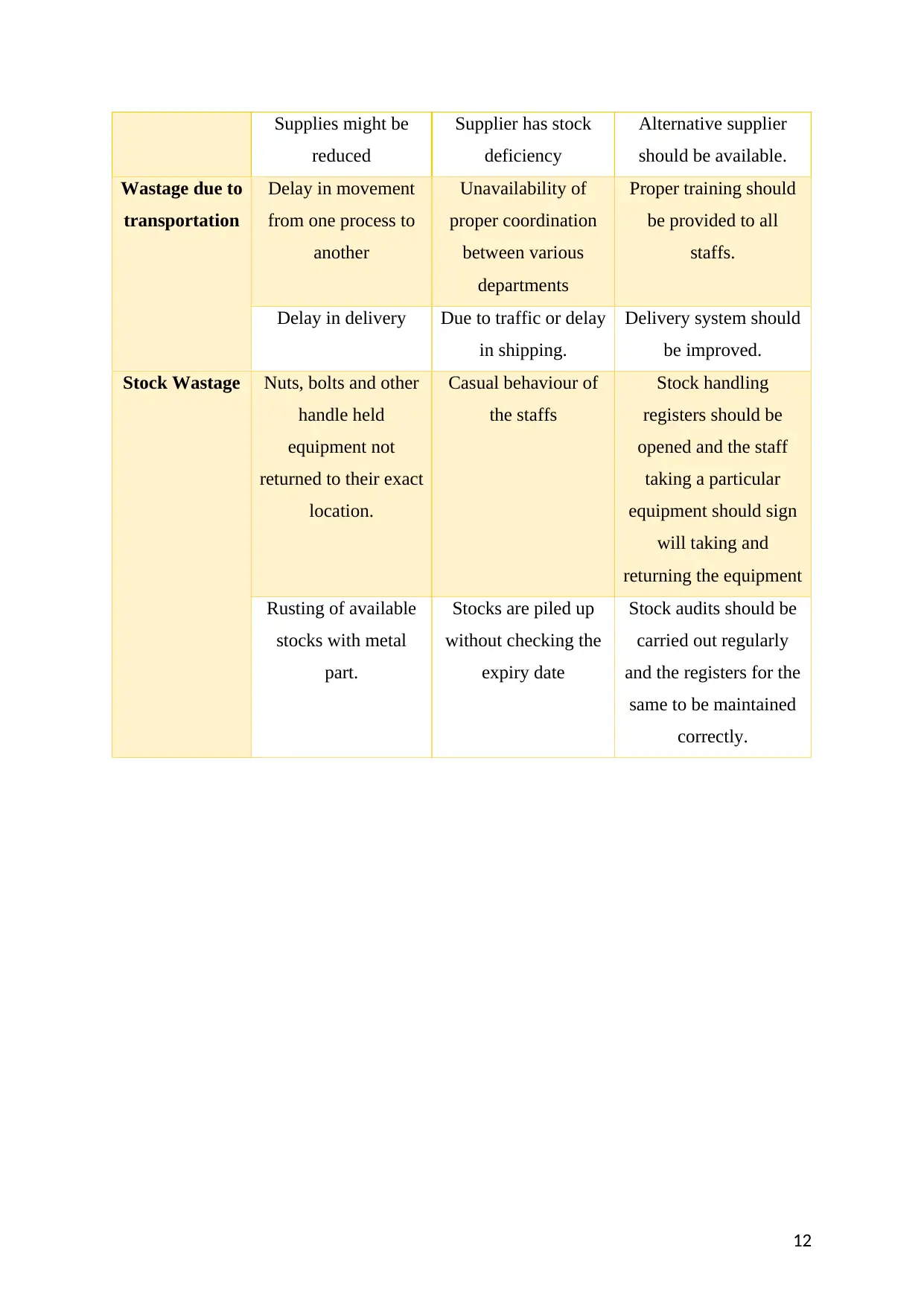
Supplies might be
reduced
Supplier has stock
deficiency
Alternative supplier
should be available.
Wastage due to
transportation
Delay in movement
from one process to
another
Unavailability of
proper coordination
between various
departments
Proper training should
be provided to all
staffs.
Delay in delivery Due to traffic or delay
in shipping.
Delivery system should
be improved.
Stock Wastage Nuts, bolts and other
handle held
equipment not
returned to their exact
location.
Casual behaviour of
the staffs
Stock handling
registers should be
opened and the staff
taking a particular
equipment should sign
will taking and
returning the equipment
Rusting of available
stocks with metal
part.
Stocks are piled up
without checking the
expiry date
Stock audits should be
carried out regularly
and the registers for the
same to be maintained
correctly.
12
reduced
Supplier has stock
deficiency
Alternative supplier
should be available.
Wastage due to
transportation
Delay in movement
from one process to
another
Unavailability of
proper coordination
between various
departments
Proper training should
be provided to all
staffs.
Delay in delivery Due to traffic or delay
in shipping.
Delivery system should
be improved.
Stock Wastage Nuts, bolts and other
handle held
equipment not
returned to their exact
location.
Casual behaviour of
the staffs
Stock handling
registers should be
opened and the staff
taking a particular
equipment should sign
will taking and
returning the equipment
Rusting of available
stocks with metal
part.
Stocks are piled up
without checking the
expiry date
Stock audits should be
carried out regularly
and the registers for the
same to be maintained
correctly.
12
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
13
14
A few parts of Supply chain administration concerning the 'Model X'
venture is talked about in this segment.
Supply Chain Integration Management (Li 2013). – It is accustomed to
unite all the supply chain administration frameworks to foresee figures, it
will be coordinated to the Product Lifecycle Management and the
Enterprise Resource System. With the goal that the whole procedure of
creation is nearly observed and controlled.
Supply administration (Salunkhe et al., 2013) – Supply conjecture is
completed so providers meet the creation plan on time. It is completed by
looking into the accessible stock and the necessity of new stock.
Demand administration (Ramnath et al., 2010) – It concerns the demands
of the clients to Model X for which week after week conjecture are
improved and techniques are chocked out. Estimates depend on the past
deals and climate conjecture and regular demand for pie is additionally
considered.
Stock Management (McDonnell et al., 2015) – The machines are cleaned
and support is done consistently so that there would not be any kind of
shutdown which would influence general creation. Any such occurrences
are recorded and the reason for the episode is discovered and cures are
taken so the generation proceeds onward continuous.
Manufacturing Management – Production for every week is assessed and
the creation is booked according to demand. On the off chance that extra
staff is required amid particular time or season, at that point they are
utilized inside the accessible era.
Cas
e
A:
The
per
wee
k
De
ma
nd
(D)
=
900
Development of Supply Chain Management
Functional Management
venture is talked about in this segment.
Supply Chain Integration Management (Li 2013). – It is accustomed to
unite all the supply chain administration frameworks to foresee figures, it
will be coordinated to the Product Lifecycle Management and the
Enterprise Resource System. With the goal that the whole procedure of
creation is nearly observed and controlled.
Supply administration (Salunkhe et al., 2013) – Supply conjecture is
completed so providers meet the creation plan on time. It is completed by
looking into the accessible stock and the necessity of new stock.
Demand administration (Ramnath et al., 2010) – It concerns the demands
of the clients to Model X for which week after week conjecture are
improved and techniques are chocked out. Estimates depend on the past
deals and climate conjecture and regular demand for pie is additionally
considered.
Stock Management (McDonnell et al., 2015) – The machines are cleaned
and support is done consistently so that there would not be any kind of
shutdown which would influence general creation. Any such occurrences
are recorded and the reason for the episode is discovered and cures are
taken so the generation proceeds onward continuous.
Manufacturing Management – Production for every week is assessed and
the creation is booked according to demand. On the off chance that extra
staff is required amid particular time or season, at that point they are
utilized inside the accessible era.
Cas
e
A:
The
per
wee
k
De
ma
nd
(D)
=
900
Development of Supply Chain Management
Functional Management
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
Replenishment Lead Time (L/T) = 4.5 weeks
Replenishment Standard deviation of demand (SD) = 10%
Per week cost of carrying (H) = $30
Order’s Fixed cost (S) = $800
Service Level = 90%
For 90% service life Z is 1.3
Replenishment Average demand (DL/T) = 4.5 * D = 4050 items for 4.5
weeks
Per week Demand Variation σ = 90
Replenishment Demand Variation σ L/T = σ * √ L
T = 90* √4.5 = 190.92 (for
4.5 weeks)
Safety Stock = Z * σ L/T = 248.20 items
ROP = Z * σ L/T + DL/T = 248.20 + 4050 = 4298.20 items
Demand Annually Da = 900 * 52 = 46800 items
Carrying cost Annually = H * 52 = 30 * 52 = $ 1560
Economic Order Quantity Qopt = √ 2∗S∗Da
H =
√ 2∗800∗46800
1560 = 219.09 =
220
Case B:
The per week Demand (D) = 700000
Replenishment Lead Time (L/T) = 1.5 weeks
Replenishment Standard deviation of demand (SD) = 15%
Per week Carrying Cost (H) = $ 3
Order’s Fixed cost (S) = $ 150
Service Level = 90%
For service level of 90% Z= 1.3
Replenishment Average demand (DL/T) = 1.5*D = 1050000 items for 1.5
weeks
Per week Demand Variation σ = 8800 items per week
Replenishment Demand Variation σ L/T = σ * √ L
T = 8800*√2 = 10777.75
(for 1.5 weeks)
Safety Stock = Z * σ L/T = 1.3 * 10777.75 = 14011.08 items
RO
P =
Z *
σ L/T
+
DL/T
=
1.3
*
107
77.
75
+
105
000
0 =
106
401
1.0
8ite
ms
Replenishment Standard deviation of demand (SD) = 10%
Per week cost of carrying (H) = $30
Order’s Fixed cost (S) = $800
Service Level = 90%
For 90% service life Z is 1.3
Replenishment Average demand (DL/T) = 4.5 * D = 4050 items for 4.5
weeks
Per week Demand Variation σ = 90
Replenishment Demand Variation σ L/T = σ * √ L
T = 90* √4.5 = 190.92 (for
4.5 weeks)
Safety Stock = Z * σ L/T = 248.20 items
ROP = Z * σ L/T + DL/T = 248.20 + 4050 = 4298.20 items
Demand Annually Da = 900 * 52 = 46800 items
Carrying cost Annually = H * 52 = 30 * 52 = $ 1560
Economic Order Quantity Qopt = √ 2∗S∗Da
H =
√ 2∗800∗46800
1560 = 219.09 =
220
Case B:
The per week Demand (D) = 700000
Replenishment Lead Time (L/T) = 1.5 weeks
Replenishment Standard deviation of demand (SD) = 15%
Per week Carrying Cost (H) = $ 3
Order’s Fixed cost (S) = $ 150
Service Level = 90%
For service level of 90% Z= 1.3
Replenishment Average demand (DL/T) = 1.5*D = 1050000 items for 1.5
weeks
Per week Demand Variation σ = 8800 items per week
Replenishment Demand Variation σ L/T = σ * √ L
T = 8800*√2 = 10777.75
(for 1.5 weeks)
Safety Stock = Z * σ L/T = 1.3 * 10777.75 = 14011.08 items
RO
P =
Z *
σ L/T
+
DL/T
=
1.3
*
107
77.
75
+
105
000
0 =
106
401
1.0
8ite
ms

Demand Annually Da = 700000 * 52 = 36400000 items
Carrying cost Annually = H * 52 = 3 * 52 = $ 156
Carrying cost Annually = H * 52 = 3 * 52 = $ 156
Economic Order Quantity Qopt = √ 2∗S∗Da
H =
√ 2∗156∗36400000
104 =
10449.88 = 10450
Case C:
Per Week Demand (D) = 70000
Replenishment Lead Time (L/T) = 1.5 weeks
Replenishment Standard deviation of demand (SD) = 15%
Per week Carrying Cost per week (H) = $3
Order’s Fixed cost (S) = $ 150
Service Level = 90%
For Service level of 90% Z= 1.3
Replenishment Average demand (DL/T) = 1.5*D = 105000 items for 1.5
weeks
Per week Demand Variation σ = 3500 items
Replenishment Demand Variation σ L/T = σ * √ L
T = 3500* √1.5 = 4286.61
(for 1.5 weeks)
Safety Stock = Z σ L/T = 5572.59 items
ROP= Z σ L/T + DL/T = 5572.59 + 105000 = 110572.59 items
Demand Annually Da = 70000 * 52 = 3640000 items
Carrying cost Annually = H * 52 = 3 * 52 = $ 156
Economic Order Quantity Qopt = √ 2∗S∗Da
H =
√ 2∗150∗3640000
52 =
4582.58 = 4583
In a car manufacturing plant, the robotic systems reliability is evaluated by
making assumption that it is used for 300 days per year for 10 hours a day.
Manufacturers guarantee for the robotic system is 10 years.
MTFB = 10 * 300 * 10 = 30000 h
Rate of Failure λ = 1/(MTFB) = 1/30000 = 3.33x10-5
Aft
er
45
%
of
the
gua
rant
ee
peri
od
the
pro
bab
ility
of
fail
ure
= T
=
300
00
*
0.4
5 =
135
00
Fail
ure
Pro
bab
ility
F(T
) =
1-
e− λT
= 1-
e−0.0
=
0.6
379
The
rob
otic
syst
em’
s
pro
Reliability Calculations
H =
√ 2∗156∗36400000
104 =
10449.88 = 10450
Case C:
Per Week Demand (D) = 70000
Replenishment Lead Time (L/T) = 1.5 weeks
Replenishment Standard deviation of demand (SD) = 15%
Per week Carrying Cost per week (H) = $3
Order’s Fixed cost (S) = $ 150
Service Level = 90%
For Service level of 90% Z= 1.3
Replenishment Average demand (DL/T) = 1.5*D = 105000 items for 1.5
weeks
Per week Demand Variation σ = 3500 items
Replenishment Demand Variation σ L/T = σ * √ L
T = 3500* √1.5 = 4286.61
(for 1.5 weeks)
Safety Stock = Z σ L/T = 5572.59 items
ROP= Z σ L/T + DL/T = 5572.59 + 105000 = 110572.59 items
Demand Annually Da = 70000 * 52 = 3640000 items
Carrying cost Annually = H * 52 = 3 * 52 = $ 156
Economic Order Quantity Qopt = √ 2∗S∗Da
H =
√ 2∗150∗3640000
52 =
4582.58 = 4583
In a car manufacturing plant, the robotic systems reliability is evaluated by
making assumption that it is used for 300 days per year for 10 hours a day.
Manufacturers guarantee for the robotic system is 10 years.
MTFB = 10 * 300 * 10 = 30000 h
Rate of Failure λ = 1/(MTFB) = 1/30000 = 3.33x10-5
Aft
er
45
%
of
the
gua
rant
ee
peri
od
the
pro
bab
ility
of
fail
ure
= T
=
300
00
*
0.4
5 =
135
00
Fail
ure
Pro
bab
ility
F(T
) =
1-
e− λT
= 1-
e−0.0
=
0.6
379
The
rob
otic
syst
em’
s
pro
Reliability Calculations
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser

bability of breaking down after 30000 hours of its operation is 64%.
Therefore, the robotic system’s reliability is 36%.
Therefore, the robotic system’s reliability is 36%.
Overall Equipment Effectiveness Evaluation (OEE)
The following shows the OEE of the Robotic system
Per day Scheduled time of operation = 10 h
Time allocated for Breakdown = 30 min = 0.5 h
Time allocated for Lunch break = 45 min = 0.75 h
As per schedule break during evening = 30 min = .5 h
As per schedule the net operating time = 8.25 h
Total number of items manufactured = 50
Total number of good items = 49
Actual net operating time = 8 h
Ideal Cycle time = Actual net operating time / Total items = 8 * 60 / 50 =
9.6 min/car
Availability = Actual net operating time / net time as per schedule =
8/8.25 = 0.97
Efficiency of Performance = total number of items manufactured * Ideal
Cycle time / actual net operating time = 50*9.6 / (8*60) = 1
Quality Rate = Good items/ total items manufactured = 49/50 = 0.98
OEE = Efficiency of Performance * Quality Rate = 1 * 0.98 = 0. 98
The Overall Equipment efficiency rate of the manufacturing plant is 98%
Improvement of OEE improvement
The quality rate is .98, the overall efficiency is 98% and the performance
efficiency is 1, therefore if the breakdown has to be further reduced then
all the parameters have to be improved as already the efficiency of the
syst
em
is
ver
y
hig
h.
But
still
ther
e is
sco
pe
for
imp
rov
em
ent
whi
ch
cou
ld
be
ach
iev
ed
by
carr
yin
g
out
pro
per
Functional Improvements
The following shows the OEE of the Robotic system
Per day Scheduled time of operation = 10 h
Time allocated for Breakdown = 30 min = 0.5 h
Time allocated for Lunch break = 45 min = 0.75 h
As per schedule break during evening = 30 min = .5 h
As per schedule the net operating time = 8.25 h
Total number of items manufactured = 50
Total number of good items = 49
Actual net operating time = 8 h
Ideal Cycle time = Actual net operating time / Total items = 8 * 60 / 50 =
9.6 min/car
Availability = Actual net operating time / net time as per schedule =
8/8.25 = 0.97
Efficiency of Performance = total number of items manufactured * Ideal
Cycle time / actual net operating time = 50*9.6 / (8*60) = 1
Quality Rate = Good items/ total items manufactured = 49/50 = 0.98
OEE = Efficiency of Performance * Quality Rate = 1 * 0.98 = 0. 98
The Overall Equipment efficiency rate of the manufacturing plant is 98%
Improvement of OEE improvement
The quality rate is .98, the overall efficiency is 98% and the performance
efficiency is 1, therefore if the breakdown has to be further reduced then
all the parameters have to be improved as already the efficiency of the
syst
em
is
ver
y
hig
h.
But
still
ther
e is
sco
pe
for
imp
rov
em
ent
whi
ch
cou
ld
be
ach
iev
ed
by
carr
yin
g
out
pro
per
Functional Improvements

maintenance activity. It should be made sure that the production never
stops due to unavailability of spares which should be available at all times.
stops due to unavailability of spares which should be available at all times.
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.
New equipment should replace old equipment so that work does not come
to a standstill due to the lack of equipment. All equipment should be
cleaned properly at least once in a month. The workforce should be well
trained to handle all the equipment and regular inspection should be
executed to find the defects in the equipment (Sodkomkham and Chutima,
2016).
Evaluation of Yield, Defects and Defective Calculations
Polishing of the car (Model X) and final inspection forms the basis of this
calculation
Polishing the car:
Total number of cars to be polished in a day = 50
Percentage of cars actually cleaned = 98%
Defective cars = 1 and Number of defects = 10 (0.2)
Non-Defective cars = 50
Yield (defective)1 = non-defective cars / defective cars = 49 / 50 = 0.98
Defective per unit (DPU) = total defects / total items = 10/50 = 0.2
Yield (defect)1 = e-DPU = e-0.2 = 0.8187
Inspection of Model X
Total items = 49
Defective Model X = 0 (0%)
Defects = 15 (30%)
Non-defective D = 50
Yield (defective)2 = non-defective cars / defective cars = 49 / 49 = 1
Defective per unit (DPU) = total defects / total items = 15/50 = 0.30
Yield (defect)2 = e-DPU = e-0.3 = 0.74
Rolled throughput yields
RTY (defective) = Yield (defective)1 * Yield (defective)2 = 0.98 * 1 = 0.98
RTY (defect) = Yield (defect)1 * Yield (defect)2 = 0.8187 * 0.74 = 0.6058
to a standstill due to the lack of equipment. All equipment should be
cleaned properly at least once in a month. The workforce should be well
trained to handle all the equipment and regular inspection should be
executed to find the defects in the equipment (Sodkomkham and Chutima,
2016).
Evaluation of Yield, Defects and Defective Calculations
Polishing of the car (Model X) and final inspection forms the basis of this
calculation
Polishing the car:
Total number of cars to be polished in a day = 50
Percentage of cars actually cleaned = 98%
Defective cars = 1 and Number of defects = 10 (0.2)
Non-Defective cars = 50
Yield (defective)1 = non-defective cars / defective cars = 49 / 50 = 0.98
Defective per unit (DPU) = total defects / total items = 10/50 = 0.2
Yield (defect)1 = e-DPU = e-0.2 = 0.8187
Inspection of Model X
Total items = 49
Defective Model X = 0 (0%)
Defects = 15 (30%)
Non-defective D = 50
Yield (defective)2 = non-defective cars / defective cars = 49 / 49 = 1
Defective per unit (DPU) = total defects / total items = 15/50 = 0.30
Yield (defect)2 = e-DPU = e-0.3 = 0.74
Rolled throughput yields
RTY (defective) = Yield (defective)1 * Yield (defective)2 = 0.98 * 1 = 0.98
RTY (defect) = Yield (defect)1 * Yield (defect)2 = 0.8187 * 0.74 = 0.6058
Result’s Interpretation
When we say that the car is defective, it means that the car does not run,
there may be a problem with the accelerator, instrument cluster or so on.
But defect can be anything like a scratch in the body of the car, a puncture
in the tyre, cracks in the window and so on. Therefore, it can be said that
the car could be driven even if there are defects, which means that if the
defects are identified during the inspection stage then they could be
rectified and the car can be made to the form that was promised (Smith
and Pretorius, 2012).
Yield (defective) is the percentage of cars without any defects, which
means that in the manufacturing process, an assumption is made that there
are 20% defects in 2% of the cars and 98% of cars have been cleaned
properly and have no defects in them.
Therefore, only 49 cars or 98% of cars are considered in the second
process as there is already one defective car having a total of 10 defects in
it and thus the one defective car cannot be delivered to the customer. The
average percentage of good defect free cars manufactured is given by
RTY (defective) and it is 98%. Whereas, average percentage of cars with
no defects is given by RTY (defects) which is 60.58%. This indicates that
98% of cars can be delivered whereas 2% of the car could not be delivered
because they have 60% defects in them.
Analysis using Five Why Technique
The actual cause or root cause of finishing or delivering lower than
expected number of cars could be determined using the 5 why technique
(Fujita and Revetria, 2012).
Why is the manufacturing of cars lower than that scheduled? (Myszewski,
2013).
Because the water sprayed by one of the cleaning funnels have large
amount of dust and fine particles in it.
Why is there dust and fine particles in the cleaning funnel? (Serrat, 2010)
Bec
aus
e
the
filte
r
thro
ugh
whi
ch
wat
er
flo
ws
bef
ore
rea
chi
ng
the
fun
nel
is
da
ma
ged
.
When we say that the car is defective, it means that the car does not run,
there may be a problem with the accelerator, instrument cluster or so on.
But defect can be anything like a scratch in the body of the car, a puncture
in the tyre, cracks in the window and so on. Therefore, it can be said that
the car could be driven even if there are defects, which means that if the
defects are identified during the inspection stage then they could be
rectified and the car can be made to the form that was promised (Smith
and Pretorius, 2012).
Yield (defective) is the percentage of cars without any defects, which
means that in the manufacturing process, an assumption is made that there
are 20% defects in 2% of the cars and 98% of cars have been cleaned
properly and have no defects in them.
Therefore, only 49 cars or 98% of cars are considered in the second
process as there is already one defective car having a total of 10 defects in
it and thus the one defective car cannot be delivered to the customer. The
average percentage of good defect free cars manufactured is given by
RTY (defective) and it is 98%. Whereas, average percentage of cars with
no defects is given by RTY (defects) which is 60.58%. This indicates that
98% of cars can be delivered whereas 2% of the car could not be delivered
because they have 60% defects in them.
Analysis using Five Why Technique
The actual cause or root cause of finishing or delivering lower than
expected number of cars could be determined using the 5 why technique
(Fujita and Revetria, 2012).
Why is the manufacturing of cars lower than that scheduled? (Myszewski,
2013).
Because the water sprayed by one of the cleaning funnels have large
amount of dust and fine particles in it.
Why is there dust and fine particles in the cleaning funnel? (Serrat, 2010)
Bec
aus
e
the
filte
r
thro
ugh
whi
ch
wat
er
flo
ws
bef
ore
rea
chi
ng
the
fun
nel
is
da
ma
ged
.
Why is the filter damaged?
The filter is damaged because there is too much dust and fine particles in
the water.
Why is there too much dust and fine particles in the water reaching the
filter?
Because the tank connected to the cleaning funnel had cracked and thus
the concrete and dust in its wall are carried by the water to the funnel.
The filter is damaged because there is too much dust and fine particles in
the water.
Why is there too much dust and fine particles in the water reaching the
filter?
Because the tank connected to the cleaning funnel had cracked and thus
the concrete and dust in its wall are carried by the water to the funnel.
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Why was the crack not detected earlier? (Kohfeldt and Langhout, 2011).
Because the tank did not feature in the scheduled maintenance and
cleaning process.
Therefore, the root cause of failure was the lack of proper maintenance in
the tank as it was not included in the root maintenance schedule and it
should be included in the maintenance schedule so that the manufacturing
process could be optimized and the efficiency of manufacturing is
improved.
Fictitious Constraint’s Elimination
The manufacturing process could be optimized using five focussing steps
and thinking processes (Pretorius, 2014). For implementing the process, it
is assumed that a bottleneck occurs between painting and final inspection
(Reid, 2007). Now eliminate the bottleneck by applying the five focussing
steps.
Constraint Identification (Watson et al., 2007) - In the production process
10 cars are scheduled to be polished at a moment of time. But only 5 spray
painting equipment are available. Therefore, 5 cars are painted at a time
The rest of them have to be kept in waiting without being affected by dust
particles.
Constraint exploitation (Watson et al., 2007) – 5 cars cannot be kept close
to the painting area as it is not a good practise and paint might fall on the
cleaned car which may disturb the quality of painting to be done on the
car. But the advantage is that the painting process would never stop when
there are enough cars to paint.
Subordinate other procedures to above decision (Watson et al., 2007)–
The time taken by each process in the workplace or manufacturing floor
should coordinate with the time taken to paint the car. The advantage here
is that there is a reduction in the burden of cleaning as there are more
clea
n
cars
and
the
staf
f
hel
d
up
in
clea
nin
g
cou
ld
be
utili
zed
else
wh
ere.
Co
nstr
aint
Ele
vati
on
(
Wa
tso
n,
Because the tank did not feature in the scheduled maintenance and
cleaning process.
Therefore, the root cause of failure was the lack of proper maintenance in
the tank as it was not included in the root maintenance schedule and it
should be included in the maintenance schedule so that the manufacturing
process could be optimized and the efficiency of manufacturing is
improved.
Fictitious Constraint’s Elimination
The manufacturing process could be optimized using five focussing steps
and thinking processes (Pretorius, 2014). For implementing the process, it
is assumed that a bottleneck occurs between painting and final inspection
(Reid, 2007). Now eliminate the bottleneck by applying the five focussing
steps.
Constraint Identification (Watson et al., 2007) - In the production process
10 cars are scheduled to be polished at a moment of time. But only 5 spray
painting equipment are available. Therefore, 5 cars are painted at a time
The rest of them have to be kept in waiting without being affected by dust
particles.
Constraint exploitation (Watson et al., 2007) – 5 cars cannot be kept close
to the painting area as it is not a good practise and paint might fall on the
cleaned car which may disturb the quality of painting to be done on the
car. But the advantage is that the painting process would never stop when
there are enough cars to paint.
Subordinate other procedures to above decision (Watson et al., 2007)–
The time taken by each process in the workplace or manufacturing floor
should coordinate with the time taken to paint the car. The advantage here
is that there is a reduction in the burden of cleaning as there are more
clea
n
cars
and
the
staf
f
hel
d
up
in
clea
nin
g
cou
ld
be
utili
zed
else
wh
ere.
Co
nstr
aint
Ele
vati
on
(
Wa
tso
n,
et al., 2007) – Now if 5 more painting machines are bought the problem
could be easily solved and it is the best way as painting machines don’t
cost much.
could be easily solved and it is the best way as painting machines don’t
cost much.
Inertia as a Constraint (Watson, et al., 2007) – As soon as the new
painting machines arrive the production should return to the usual way
and there should be no delay due to any type of inertia.
Conclusion
‘Model X’ which is the new car to be launched by Tesla, Inc., can be
manufactured effectively if the procedure mentioned in the report is
followed correctly. A detailed analyses of the effectiveness of the product
has been made and the effect the product would have on the present and
future of the company has been evaluated carefully. All factors indicate
that the product is going to be a great success and would earn profit. The
report also presents an effective supply chain, floor plan and Kanban plots.
The report also suggests ways to improve the production and indicates that
the new product would be great success and will be an asset to the
company in the coming years.
References
Akpolat, H. (2013). Operation Engineering Lecture Slides, UTS Subject
49989. Sydney: UTS.
Dhanapal, S. and Ling, K.T.W. (2013). A Study to Investigate How Six
Thinking Hats Enhance the Learning of Environmental Studies.
IOSR Journal of Research & Method in Education. 1(6), pp. 20-29.
Fujita, H. and Revetria, R. (2012). New Trends in Software
Methodologies, Tools and Techniques. Amsterdam: IOS Press.
Karadag, M., Saritas, S. and Erginer, E. (2016). Using the ‘Six thinking
hats’ model of learning in a surgical nursing class: Sharing the
experience and student opinions. Australian Journal of Advanced
Nursing. 26(3), pp. 59-69.
Kivunja, C. (2015). Using De Bono’s Six Thinking Hats Model to Tech
Critical Thinking and Problem Solving Skills Essential for Success
in the 21st Century Economy. Creative Education. 6, pp. 380-391.
Kohfeldt, D. and Langhout, R.D. (2011). The Five Whys Method: A Tool
for Developing Problem Definitions in Collaboration with
Children. Journal of Community & Applied Social Psychology.
22(
4),
pp.
316
-
329.
Li, Z.
(20
13).
Des
ign
and
Ana
lysi
s of
Rob
ust
Kan
ban
Syst
em
painting machines arrive the production should return to the usual way
and there should be no delay due to any type of inertia.
Conclusion
‘Model X’ which is the new car to be launched by Tesla, Inc., can be
manufactured effectively if the procedure mentioned in the report is
followed correctly. A detailed analyses of the effectiveness of the product
has been made and the effect the product would have on the present and
future of the company has been evaluated carefully. All factors indicate
that the product is going to be a great success and would earn profit. The
report also presents an effective supply chain, floor plan and Kanban plots.
The report also suggests ways to improve the production and indicates that
the new product would be great success and will be an asset to the
company in the coming years.
References
Akpolat, H. (2013). Operation Engineering Lecture Slides, UTS Subject
49989. Sydney: UTS.
Dhanapal, S. and Ling, K.T.W. (2013). A Study to Investigate How Six
Thinking Hats Enhance the Learning of Environmental Studies.
IOSR Journal of Research & Method in Education. 1(6), pp. 20-29.
Fujita, H. and Revetria, R. (2012). New Trends in Software
Methodologies, Tools and Techniques. Amsterdam: IOS Press.
Karadag, M., Saritas, S. and Erginer, E. (2016). Using the ‘Six thinking
hats’ model of learning in a surgical nursing class: Sharing the
experience and student opinions. Australian Journal of Advanced
Nursing. 26(3), pp. 59-69.
Kivunja, C. (2015). Using De Bono’s Six Thinking Hats Model to Tech
Critical Thinking and Problem Solving Skills Essential for Success
in the 21st Century Economy. Creative Education. 6, pp. 380-391.
Kohfeldt, D. and Langhout, R.D. (2011). The Five Whys Method: A Tool
for Developing Problem Definitions in Collaboration with
Children. Journal of Community & Applied Social Psychology.
22(
4),
pp.
316
-
329.
Li, Z.
(20
13).
Des
ign
and
Ana
lysi
s of
Rob
ust
Kan
ban
Syst
em
Secure Best Marks with AI Grader
Need help grading? Try our AI Grader for instant feedback on your assignments.

in an Uncertain Environment. Karlsruhe: KIT Scientific
Publishing.
Publishing.
McDonnell, L.R. et al. (2015), Implementation of A Visual Kanban
Method for Process Management in The Greta Environment.
Business Logistics in Modern Management. 13, pp. 187-196.
Myszewski, J.M. (2013). On improvement story by 5 whys. The TQM
journal. 25(4), pp. 371-383.
Nicholas, J. (2011). Lean production for competitive advantage: a
comprehensive guide to lean methodologies and management
practises. New York: Productivity Press.
Oahl, G. and Beltz, W. (2008). Engineering Design: A systematic
Approach. 2nd Edition. London: Springer.
Pretorius, P. (2014). Introducing in-between decision points to TOC’s five
focusing steps. International Journal of Production Research.
52(2), pp. 496-506.
Ramnath, B.V., Elanchezhian, C. and Kesavan, R. (2010). Application of
Kanban System for Implementing Lean Manufacturing. Journal of
Engineering Research and Studies. 1(1), pp. 138-151.
Reid, R.A. (2007). Applying the TOC five-step focusing process in the
service sector: A banking Subsystem. Managing Service Quality:
An International Journal. 17(2), pp. 209-234.
Salunkhe, R.T., Kamble, G.S. and Malage, P. (2013). Inventory Control
and Spare Part Management through 5S, KANBAN and Kaizen at
ABC Industry. IOSR Journal of Mechanical and Civil Engineering.
pp. 43-47.
Serrat, O. (2010). The five ways technique. Washington: Asian
Development Bank.
Sheth, M. (2012). Six Thinking Hats. Asian Journal of Management
Research. 2(2), pp.814-820.
Smith, M. and Pretorius, P. (2012). Exposing the False Paradigm used in
Management Decision Making. The South African Journal of
Industrial Engineering. 12.
Sodkomkham, T. and Chutima, P. (2016). Lean Six Sigma Application in
Rear Combination Automotive Lighting Process. IOP Conf. Series:
Materials Science and Engineering. 131, pp.1-9.
Taie, E.S.
and
El
Ka
mel,
A.A
.
(20
13).
Six
thin
king
hats
as a
crea
tive
appr
oac
h in
man
agin
g
mee
ting
s in
hos
Method for Process Management in The Greta Environment.
Business Logistics in Modern Management. 13, pp. 187-196.
Myszewski, J.M. (2013). On improvement story by 5 whys. The TQM
journal. 25(4), pp. 371-383.
Nicholas, J. (2011). Lean production for competitive advantage: a
comprehensive guide to lean methodologies and management
practises. New York: Productivity Press.
Oahl, G. and Beltz, W. (2008). Engineering Design: A systematic
Approach. 2nd Edition. London: Springer.
Pretorius, P. (2014). Introducing in-between decision points to TOC’s five
focusing steps. International Journal of Production Research.
52(2), pp. 496-506.
Ramnath, B.V., Elanchezhian, C. and Kesavan, R. (2010). Application of
Kanban System for Implementing Lean Manufacturing. Journal of
Engineering Research and Studies. 1(1), pp. 138-151.
Reid, R.A. (2007). Applying the TOC five-step focusing process in the
service sector: A banking Subsystem. Managing Service Quality:
An International Journal. 17(2), pp. 209-234.
Salunkhe, R.T., Kamble, G.S. and Malage, P. (2013). Inventory Control
and Spare Part Management through 5S, KANBAN and Kaizen at
ABC Industry. IOSR Journal of Mechanical and Civil Engineering.
pp. 43-47.
Serrat, O. (2010). The five ways technique. Washington: Asian
Development Bank.
Sheth, M. (2012). Six Thinking Hats. Asian Journal of Management
Research. 2(2), pp.814-820.
Smith, M. and Pretorius, P. (2012). Exposing the False Paradigm used in
Management Decision Making. The South African Journal of
Industrial Engineering. 12.
Sodkomkham, T. and Chutima, P. (2016). Lean Six Sigma Application in
Rear Combination Automotive Lighting Process. IOP Conf. Series:
Materials Science and Engineering. 131, pp.1-9.
Taie, E.S.
and
El
Ka
mel,
A.A
.
(20
13).
Six
thin
king
hats
as a
crea
tive
appr
oac
h in
man
agin
g
mee
ting
s in
hos
1 out of 30
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
© 2024 | Zucol Services PVT LTD | All rights reserved.