Material Resources Management: Cost, Planning & Mitigation Strategies
VerifiedAdded on 2023/06/13
|15
|5155
|329
Homework Assignment
AI Summary
This assignment delves into the critical aspects of material resources management within manufacturing and infrastructure organizations. It begins with multiple-choice questions covering topics such as inventory costs, reorder levels, resource strategies (JIC), hazardous materials, obsolescence, and maintenance costs. The assignment then focuses on ABC analysis, applying the Pareto principle to categorize materials based on their value and quantity. It explores strategies for securing costly inventories, including periodic stock audits, automated systems, and security measures, as well as the safe handling of hazardous materials through strict protocols. Furthermore, it addresses obsolescence mitigation, providing recommendations for managing volatile materials and equipment spare parts to minimize losses. The second part of the assignment shifts to equipment management in project-based organizations, covering topics like equipment ownership, leasing, direct losses, and cost considerations. It concludes with a detailed cost analysis of a crawler tractor, calculating the expected hourly owning and operating cost using the straight-line depreciation method. This assignment provides comprehensive insights into effective material and equipment resources management, emphasizing cost control, safety, and strategic planning. Students can find similar solved assignments and resources on Desklib.
PART – 1
Section A
1. The total inventory costs for material resources in a manufacturing industry is the sum of:
b. Total ordering cost + total holding & carrying cost + shortage cost + other related costs
2. In a precast concrete block manufacturing unit, the reorder level of raw materials will
depend upon:
d. All of the above
3. Rider Jessie is a project manger in an airport expansion project. Rider’s project team is
concerned that if they do not have adequate surplus materials, overall project might be
delayed and large cost overruns in some key works are expected. Moreover, the
procurement division alerted that the market forecast for structural steel is not very good.
Rider’s resource strategy should be :
b. Just in case (JIC)
4. High hazard facilities are risky for major accidents - because enormous quantities of
hazardous materials are:
c. both (a) and (b)
5. As a project manager in a construction site, if your current appraisal found that certain
material resources are not used, you would consider this as:
c. Obsolete
6. You are a maintenance contractor for a sports complex facility. Your inventory costs for
material resources would not include:
d. Obsolescence and repair costs for excavation equipment
Section B
Question B1 Question B1 has 3 built-in sub-questions (i), (ii) & (ii). Answer all 3 sub-
questions of B1. A manufacturing factory unit of a large international organization is located
in Victoria. This factory unit requires 12 materials (M1, M2, M3, M4, M5, M6, M7, M8, M9,
M10, M11, and M12) for the production requirements. Assume that you are the manager
responsible for material resources in this production unit.
Sub-question (i) of B1: Prepare an ABC analysis for following materials and suggest
your Pareto principles based material resources planning recommendations in this project
200 tons of Material “M1” (unit cost: $500 per ton)
80 tons of Material “M2” (unit cost: $1800 per ton)
320 m2 of Material “M3” (unit cost: $120 per m2)
2500 m2 of Material “M4” (unit cost: $250 per m2)
Section A
1. The total inventory costs for material resources in a manufacturing industry is the sum of:
b. Total ordering cost + total holding & carrying cost + shortage cost + other related costs
2. In a precast concrete block manufacturing unit, the reorder level of raw materials will
depend upon:
d. All of the above
3. Rider Jessie is a project manger in an airport expansion project. Rider’s project team is
concerned that if they do not have adequate surplus materials, overall project might be
delayed and large cost overruns in some key works are expected. Moreover, the
procurement division alerted that the market forecast for structural steel is not very good.
Rider’s resource strategy should be :
b. Just in case (JIC)
4. High hazard facilities are risky for major accidents - because enormous quantities of
hazardous materials are:
c. both (a) and (b)
5. As a project manager in a construction site, if your current appraisal found that certain
material resources are not used, you would consider this as:
c. Obsolete
6. You are a maintenance contractor for a sports complex facility. Your inventory costs for
material resources would not include:
d. Obsolescence and repair costs for excavation equipment
Section B
Question B1 Question B1 has 3 built-in sub-questions (i), (ii) & (ii). Answer all 3 sub-
questions of B1. A manufacturing factory unit of a large international organization is located
in Victoria. This factory unit requires 12 materials (M1, M2, M3, M4, M5, M6, M7, M8, M9,
M10, M11, and M12) for the production requirements. Assume that you are the manager
responsible for material resources in this production unit.
Sub-question (i) of B1: Prepare an ABC analysis for following materials and suggest
your Pareto principles based material resources planning recommendations in this project
200 tons of Material “M1” (unit cost: $500 per ton)
80 tons of Material “M2” (unit cost: $1800 per ton)
320 m2 of Material “M3” (unit cost: $120 per m2)
2500 m2 of Material “M4” (unit cost: $250 per m2)
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
2000 boxes of Material “M5” (unit cost: $50 per box)
10000 m3 of Material “M6” (unit cost: $10 per m3)
5000 liters of Material “M7” (unit cost: $1.5 per liter)
1000 packets of Material “M8” (unit cost: $100 per packet)
100 numbers of Material “M9” (unit cost: $500 per frame)
6000 m3 of Material “M10” (unit cost: $80 per m3)
12000 m of Material “M11” (unit cost: $50 per m)
10000 tons of Material “M12” (unit cost: $110 per ton)
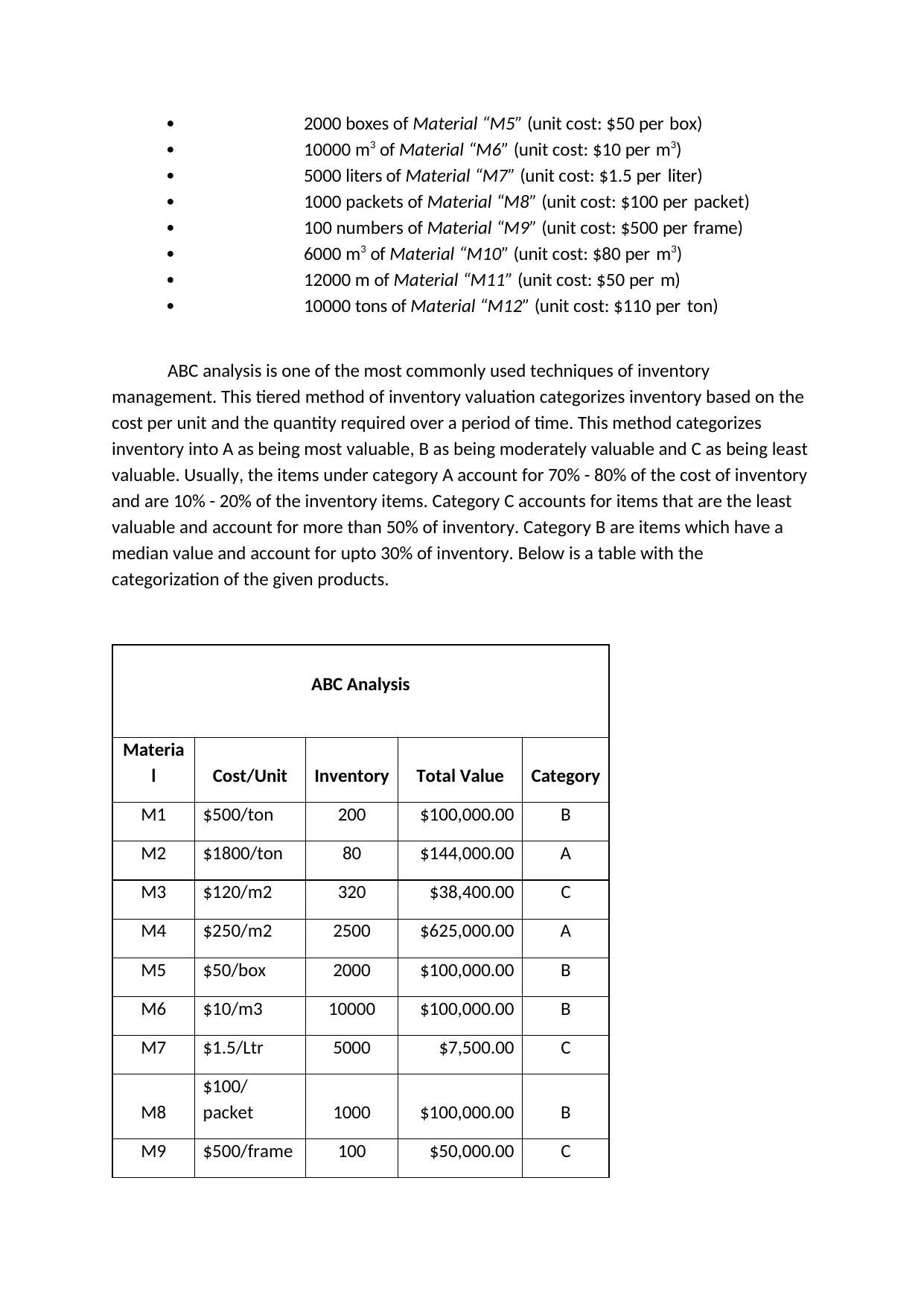
ABC analysis is one of the most commonly used techniques of inventory
management. This tiered method of inventory valuation categorizes inventory based on the
cost per unit and the quantity required over a period of time. This method categorizes
inventory into A as being most valuable, B as being moderately valuable and C as being least
valuable. Usually, the items under category A account for 70% - 80% of the cost of inventory
and are 10% - 20% of the inventory items. Category C accounts for items that are the least
valuable and account for more than 50% of inventory. Category B are items which have a
median value and account for upto 30% of inventory. Below is a table with the
categorization of the given products.
ABC Analysis
Materia
l Cost/Unit Inventory Total Value Category
M1 $500/ton 200 $100,000.00 B
M2 $1800/ton 80 $144,000.00 A
M3 $120/m2 320 $38,400.00 C
M4 $250/m2 2500 $625,000.00 A
M5 $50/box 2000 $100,000.00 B
M6 $10/m3 10000 $100,000.00 B
M7 $1.5/Ltr 5000 $7,500.00 C
M8
$100/
packet 1000 $100,000.00 B
M9 $500/frame 100 $50,000.00 C
10000 m3 of Material “M6” (unit cost: $10 per m3)
5000 liters of Material “M7” (unit cost: $1.5 per liter)
1000 packets of Material “M8” (unit cost: $100 per packet)
100 numbers of Material “M9” (unit cost: $500 per frame)
6000 m3 of Material “M10” (unit cost: $80 per m3)
12000 m of Material “M11” (unit cost: $50 per m)
10000 tons of Material “M12” (unit cost: $110 per ton)
ABC analysis is one of the most commonly used techniques of inventory
management. This tiered method of inventory valuation categorizes inventory based on the
cost per unit and the quantity required over a period of time. This method categorizes
inventory into A as being most valuable, B as being moderately valuable and C as being least
valuable. Usually, the items under category A account for 70% - 80% of the cost of inventory
and are 10% - 20% of the inventory items. Category C accounts for items that are the least
valuable and account for more than 50% of inventory. Category B are items which have a
median value and account for upto 30% of inventory. Below is a table with the
categorization of the given products.
ABC Analysis
Materia
l Cost/Unit Inventory Total Value Category
M1 $500/ton 200 $100,000.00 B
M2 $1800/ton 80 $144,000.00 A
M3 $120/m2 320 $38,400.00 C
M4 $250/m2 2500 $625,000.00 A
M5 $50/box 2000 $100,000.00 B
M6 $10/m3 10000 $100,000.00 B
M7 $1.5/Ltr 5000 $7,500.00 C
M8
$100/
packet 1000 $100,000.00 B
M9 $500/frame 100 $50,000.00 C
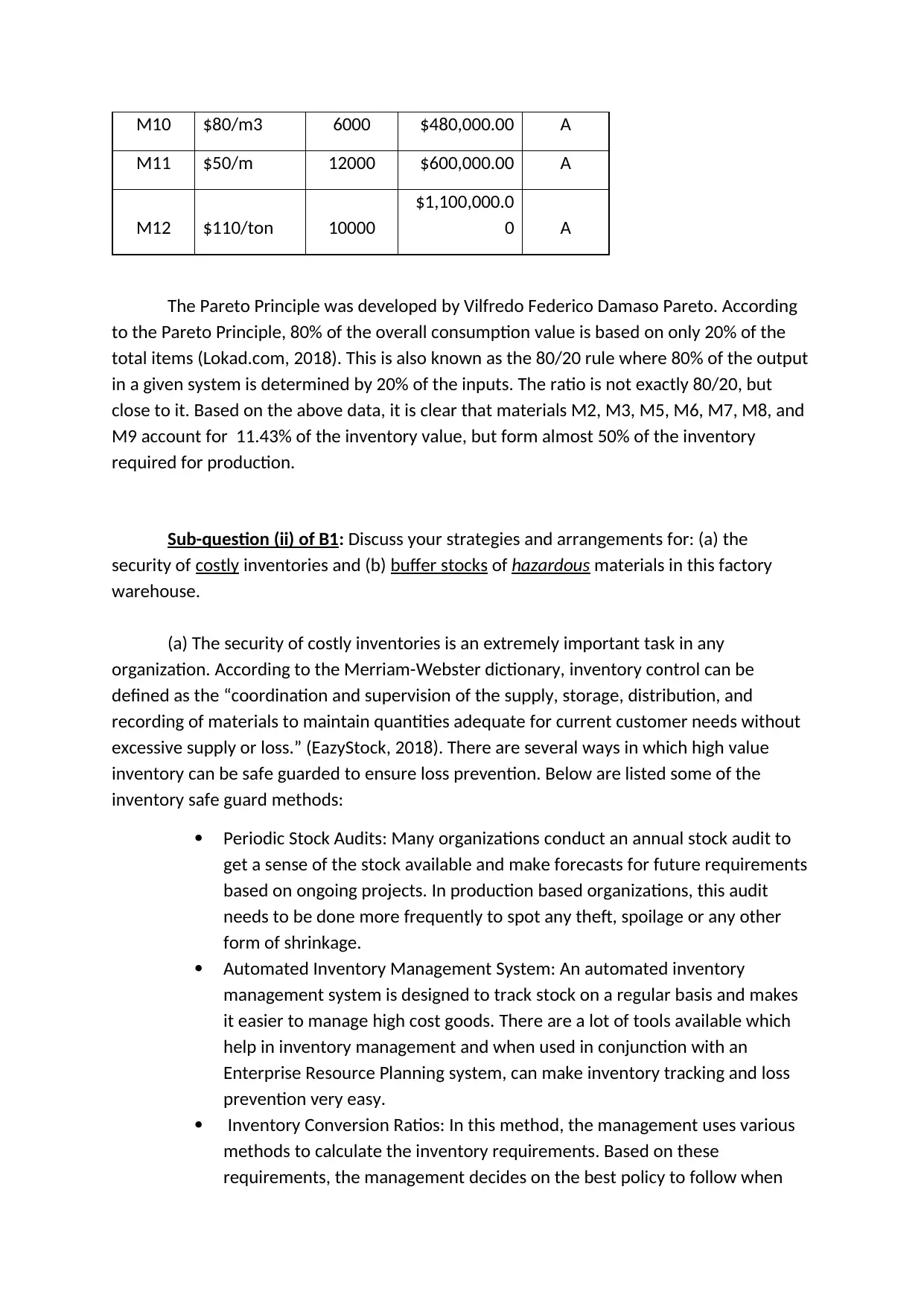
M10 $80/m3 6000 $480,000.00 A
M11 $50/m 12000 $600,000.00 A
M12 $110/ton 10000
$1,100,000.0
0 A
The Pareto Principle was developed by Vilfredo Federico Damaso Pareto. According
to the Pareto Principle, 80% of the overall consumption value is based on only 20% of the
total items (Lokad.com, 2018). This is also known as the 80/20 rule where 80% of the output
in a given system is determined by 20% of the inputs. The ratio is not exactly 80/20, but
close to it. Based on the above data, it is clear that materials M2, M3, M5, M6, M7, M8, and
M9 account for 11.43% of the inventory value, but form almost 50% of the inventory
required for production.
Sub-question (ii) of B1: Discuss your strategies and arrangements for: (a) the
security of costly inventories and (b) buffer stocks of hazardous materials in this factory
warehouse.
(a) The security of costly inventories is an extremely important task in any
organization. According to the Merriam-Webster dictionary, inventory control can be
defined as the “coordination and supervision of the supply, storage, distribution, and
recording of materials to maintain quantities adequate for current customer needs without
excessive supply or loss.” (EazyStock, 2018). There are several ways in which high value
inventory can be safe guarded to ensure loss prevention. Below are listed some of the
inventory safe guard methods:
Periodic Stock Audits: Many organizations conduct an annual stock audit to
get a sense of the stock available and make forecasts for future requirements
based on ongoing projects. In production based organizations, this audit
needs to be done more frequently to spot any theft, spoilage or any other
form of shrinkage.
Automated Inventory Management System: An automated inventory
management system is designed to track stock on a regular basis and makes
it easier to manage high cost goods. There are a lot of tools available which
help in inventory management and when used in conjunction with an
Enterprise Resource Planning system, can make inventory tracking and loss
prevention very easy.
Inventory Conversion Ratios: In this method, the management uses various
methods to calculate the inventory requirements. Based on these
requirements, the management decides on the best policy to follow when
M11 $50/m 12000 $600,000.00 A
M12 $110/ton 10000
$1,100,000.0
0 A
The Pareto Principle was developed by Vilfredo Federico Damaso Pareto. According
to the Pareto Principle, 80% of the overall consumption value is based on only 20% of the
total items (Lokad.com, 2018). This is also known as the 80/20 rule where 80% of the output
in a given system is determined by 20% of the inputs. The ratio is not exactly 80/20, but
close to it. Based on the above data, it is clear that materials M2, M3, M5, M6, M7, M8, and
M9 account for 11.43% of the inventory value, but form almost 50% of the inventory
required for production.
Sub-question (ii) of B1: Discuss your strategies and arrangements for: (a) the
security of costly inventories and (b) buffer stocks of hazardous materials in this factory
warehouse.
(a) The security of costly inventories is an extremely important task in any
organization. According to the Merriam-Webster dictionary, inventory control can be
defined as the “coordination and supervision of the supply, storage, distribution, and
recording of materials to maintain quantities adequate for current customer needs without
excessive supply or loss.” (EazyStock, 2018). There are several ways in which high value
inventory can be safe guarded to ensure loss prevention. Below are listed some of the
inventory safe guard methods:
Periodic Stock Audits: Many organizations conduct an annual stock audit to
get a sense of the stock available and make forecasts for future requirements
based on ongoing projects. In production based organizations, this audit
needs to be done more frequently to spot any theft, spoilage or any other
form of shrinkage.
Automated Inventory Management System: An automated inventory
management system is designed to track stock on a regular basis and makes
it easier to manage high cost goods. There are a lot of tools available which
help in inventory management and when used in conjunction with an
Enterprise Resource Planning system, can make inventory tracking and loss
prevention very easy.
Inventory Conversion Ratios: In this method, the management uses various
methods to calculate the inventory requirements. Based on these
requirements, the management decides on the best policy to follow when
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
replenishing inventory. One popular method is the Just – In – Time Inventory
system which allows for purchase of inventory just in time that it is required
for production. This way, there is very little time that inventory needs to be
maintained and managed.
Security Personnel & Technology: Security in terms of technology and
personnel can be used to safeguard any high value inventory. Security
cameras and alarms at warehouse entrances, 24/7 security guards posted at
doors, cameras inside the warehouse to discourage employees from misusing
company resources.
ABC Analysis and Classification: ABC analysis is an important tool in inventory
management that helps classify inventory based on their value. The inventory
with the highest value is classified as A and the one with the lowest value is
classified as C. Inventory with a median value falls under category B. By using
this classification method, the management can identify inventory which
needs the highest measure of control and place appropriate measures
accordingly. Inventory with lower values may not require such stringent
control measures.
We have discusses various methods through which high cost inventory can be
safeguarded and protected from theft, damage and other forms of shrinkage.
(b) Buffer stocks of hazardous materials in factories need to be handled with extreme
precaution so as to ensure that there is no incident. These hazardous materials need to be
stored in such a way that there is no spillage, uncontrolled reaction or exposure to
employees. The staff need to ensure that they take proper precautions while handling such
materials to avoid exposure. There should be a set protocol in place on
How much of such materials should be in stock at any given point of time.
Who has access to it?
How are they to handle the material?
The procedure to dispose such material.
These procedures may differ from industry to industry and it is left up to the
management to ensure safety of their employees and their surroundings.
Sub-question (iii) of B1: You are responsible for obsolescence mitigation in this large
international organization. Prepare a set of recommendations to your top management –
i.e. with respect to (a) stock of volatile materials, and (b) equipment spare parts in this
factory.
(a) Volatility is defined as the tendency of a substance to vaporize. It can be related
to the vapor pressure of a substance. At a given temperature, a material with a higher vapor
pressure will vaporize faster than a substance with lower vapor pressure. Volatile
substances are usually considered highly unstable and can easily shrink if not stored
system which allows for purchase of inventory just in time that it is required
for production. This way, there is very little time that inventory needs to be
maintained and managed.
Security Personnel & Technology: Security in terms of technology and
personnel can be used to safeguard any high value inventory. Security
cameras and alarms at warehouse entrances, 24/7 security guards posted at
doors, cameras inside the warehouse to discourage employees from misusing
company resources.
ABC Analysis and Classification: ABC analysis is an important tool in inventory
management that helps classify inventory based on their value. The inventory
with the highest value is classified as A and the one with the lowest value is
classified as C. Inventory with a median value falls under category B. By using
this classification method, the management can identify inventory which
needs the highest measure of control and place appropriate measures
accordingly. Inventory with lower values may not require such stringent
control measures.
We have discusses various methods through which high cost inventory can be
safeguarded and protected from theft, damage and other forms of shrinkage.
(b) Buffer stocks of hazardous materials in factories need to be handled with extreme
precaution so as to ensure that there is no incident. These hazardous materials need to be
stored in such a way that there is no spillage, uncontrolled reaction or exposure to
employees. The staff need to ensure that they take proper precautions while handling such
materials to avoid exposure. There should be a set protocol in place on
How much of such materials should be in stock at any given point of time.
Who has access to it?
How are they to handle the material?
The procedure to dispose such material.
These procedures may differ from industry to industry and it is left up to the
management to ensure safety of their employees and their surroundings.
Sub-question (iii) of B1: You are responsible for obsolescence mitigation in this large
international organization. Prepare a set of recommendations to your top management –
i.e. with respect to (a) stock of volatile materials, and (b) equipment spare parts in this
factory.
(a) Volatility is defined as the tendency of a substance to vaporize. It can be related
to the vapor pressure of a substance. At a given temperature, a material with a higher vapor
pressure will vaporize faster than a substance with lower vapor pressure. Volatile
substances are usually considered highly unstable and can easily shrink if not stored
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
properly. There are special containers that are available to store and disperse volatile
materials to ensure minimum exposure. Also, care should be taken to stock just enough to
ensure that production is not affected. This minimizes the risk of loss in storage for such
highly unstable materials.
(b) Equipment spare parts in this factory: Most companies are vary to stock spare
parts as this beats their goal of reduced inventory costs. However, due to not availability of
spare parts, production can come to a standstill. Therefore the management needs to
decide on which spare parts to stock. Below are a few points to consider while deciding on
which spare parts to stock:
Categorizing spares into critical and non-critical can help decide on which
parts to stock. Critical spares can be stocked while non-critical spares can be
ordered as and when required.
Another point to consider is the lead time to get the spares. When a part is
not stocked and ordered when required, the lead time to receive the part is
very important. If the lead time is high and can mean slowdown or halt in
production and eventually financial loss, then it would be a good idea to
stock such spares.
materials to ensure minimum exposure. Also, care should be taken to stock just enough to
ensure that production is not affected. This minimizes the risk of loss in storage for such
highly unstable materials.
(b) Equipment spare parts in this factory: Most companies are vary to stock spare
parts as this beats their goal of reduced inventory costs. However, due to not availability of
spare parts, production can come to a standstill. Therefore the management needs to
decide on which spare parts to stock. Below are a few points to consider while deciding on
which spare parts to stock:
Categorizing spares into critical and non-critical can help decide on which
parts to stock. Critical spares can be stocked while non-critical spares can be
ordered as and when required.
Another point to consider is the lead time to get the spares. When a part is
not stocked and ordered when required, the lead time to receive the part is
very important. If the lead time is high and can mean slowdown or halt in
production and eventually financial loss, then it would be a good idea to
stock such spares.
PART -2:-
Section A
1) In project based organizations, own equipment are managed as:
d. Both a & b
2) In project based organizations, leased equipment are managed as:
a. Resource
3) Jim Wong is a specialist subcontractor in a major bridge retrofit project in Queensland.
After a recent flooding that damaged his site storage, he was forced to stop some of his
subcontract operations for two weeks and some re-planning for resources was made. In
this case, Mr. Wong’s loss of profits that could have been earned if the business had
remained as usual is best described as:
b. A direct Loss
4) In a manufacturing unit or project site, the availability of a specific key equipment
depends on
c. Capital Cost and Investment Cost
5) Sinking fund and depreciation cost considerations are required in your organization for
a. Own Equipment
6) As a facility manager, if you find certain equipment resources are not used currently, you
would consider this as:
b. Idle
SECTION B
Question B2: Assume that you are working in a large organization which
undertakes major infrastructure projects in Australia.
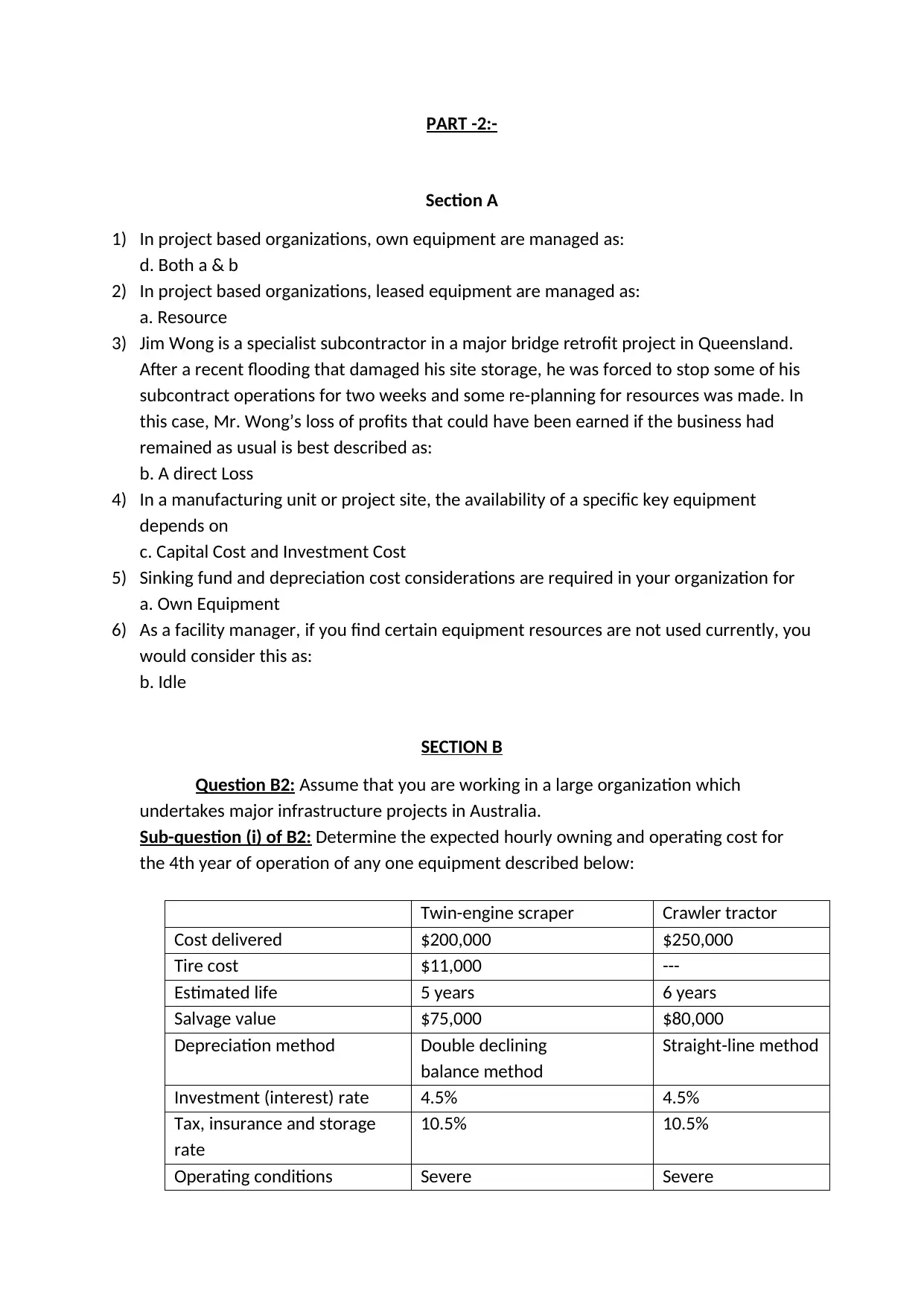
Sub-question (i) of B2: Determine the expected hourly owning and operating cost for
the 4th year of operation of any one equipment described below:
Twin-engine scraper Crawler tractor
Cost delivered $200,000 $250,000
Tire cost $11,000 ---
Estimated life 5 years 6 years
Salvage value $75,000 $80,000
Depreciation method Double declining
balance method
Straight-line method
Investment (interest) rate 4.5% 4.5%
Tax, insurance and storage
rate
10.5% 10.5%
Operating conditions Severe Severe
Section A
1) In project based organizations, own equipment are managed as:
d. Both a & b
2) In project based organizations, leased equipment are managed as:
a. Resource
3) Jim Wong is a specialist subcontractor in a major bridge retrofit project in Queensland.
After a recent flooding that damaged his site storage, he was forced to stop some of his
subcontract operations for two weeks and some re-planning for resources was made. In
this case, Mr. Wong’s loss of profits that could have been earned if the business had
remained as usual is best described as:
b. A direct Loss
4) In a manufacturing unit or project site, the availability of a specific key equipment
depends on
c. Capital Cost and Investment Cost
5) Sinking fund and depreciation cost considerations are required in your organization for
a. Own Equipment
6) As a facility manager, if you find certain equipment resources are not used currently, you
would consider this as:
b. Idle
SECTION B
Question B2: Assume that you are working in a large organization which
undertakes major infrastructure projects in Australia.
Sub-question (i) of B2: Determine the expected hourly owning and operating cost for
the 4th year of operation of any one equipment described below:
Twin-engine scraper Crawler tractor
Cost delivered $200,000 $250,000
Tire cost $11,000 ---
Estimated life 5 years 6 years
Salvage value $75,000 $80,000
Depreciation method Double declining
balance method
Straight-line method
Investment (interest) rate 4.5% 4.5%
Tax, insurance and storage
rate
10.5% 10.5%
Operating conditions Severe Severe
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
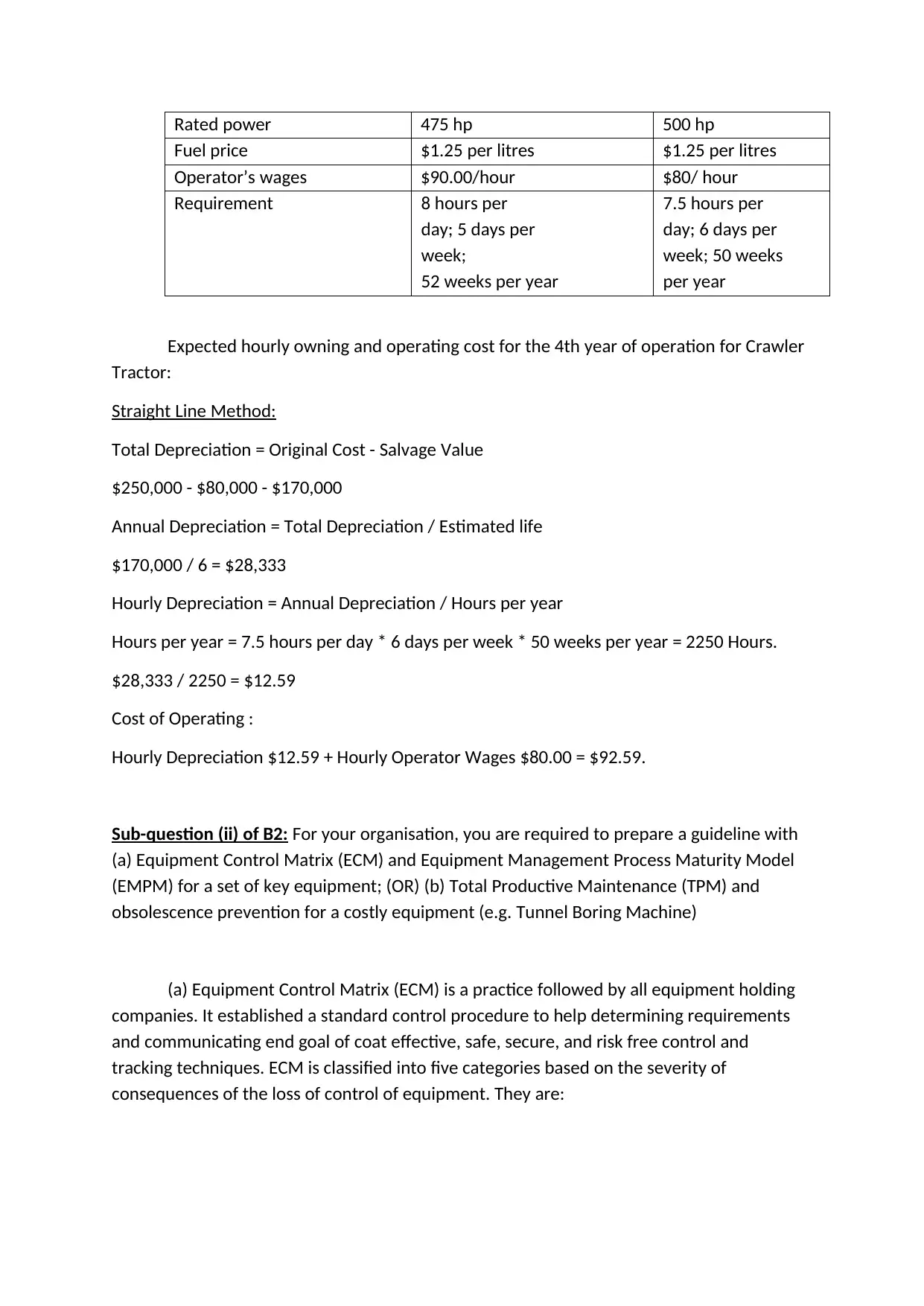
Rated power 475 hp 500 hp
Fuel price $1.25 per litres $1.25 per litres
Operator’s wages $90.00/hour $80/ hour
Requirement 8 hours per
day; 5 days per
week;
52 weeks per year
7.5 hours per
day; 6 days per
week; 50 weeks
per year
Expected hourly owning and operating cost for the 4th year of operation for Crawler
Tractor:
Straight Line Method:
Total Depreciation = Original Cost - Salvage Value
$250,000 - $80,000 - $170,000
Annual Depreciation = Total Depreciation / Estimated life
$170,000 / 6 = $28,333
Hourly Depreciation = Annual Depreciation / Hours per year
Hours per year = 7.5 hours per day * 6 days per week * 50 weeks per year = 2250 Hours.
$28,333 / 2250 = $12.59
Cost of Operating :
Hourly Depreciation $12.59 + Hourly Operator Wages $80.00 = $92.59.
Sub-question (ii) of B2: For your organisation, you are required to prepare a guideline with
(a) Equipment Control Matrix (ECM) and Equipment Management Process Maturity Model
(EMPM) for a set of key equipment; (OR) (b) Total Productive Maintenance (TPM) and
obsolescence prevention for a costly equipment (e.g. Tunnel Boring Machine)
(a) Equipment Control Matrix (ECM) is a practice followed by all equipment holding
companies. It established a standard control procedure to help determining requirements
and communicating end goal of coat effective, safe, secure, and risk free control and
tracking techniques. ECM is classified into five categories based on the severity of
consequences of the loss of control of equipment. They are:
Fuel price $1.25 per litres $1.25 per litres
Operator’s wages $90.00/hour $80/ hour
Requirement 8 hours per
day; 5 days per
week;
52 weeks per year
7.5 hours per
day; 6 days per
week; 50 weeks
per year
Expected hourly owning and operating cost for the 4th year of operation for Crawler
Tractor:
Straight Line Method:
Total Depreciation = Original Cost - Salvage Value
$250,000 - $80,000 - $170,000
Annual Depreciation = Total Depreciation / Estimated life
$170,000 / 6 = $28,333
Hourly Depreciation = Annual Depreciation / Hours per year
Hours per year = 7.5 hours per day * 6 days per week * 50 weeks per year = 2250 Hours.
$28,333 / 2250 = $12.59
Cost of Operating :
Hourly Depreciation $12.59 + Hourly Operator Wages $80.00 = $92.59.
Sub-question (ii) of B2: For your organisation, you are required to prepare a guideline with
(a) Equipment Control Matrix (ECM) and Equipment Management Process Maturity Model
(EMPM) for a set of key equipment; (OR) (b) Total Productive Maintenance (TPM) and
obsolescence prevention for a costly equipment (e.g. Tunnel Boring Machine)
(a) Equipment Control Matrix (ECM) is a practice followed by all equipment holding
companies. It established a standard control procedure to help determining requirements
and communicating end goal of coat effective, safe, secure, and risk free control and
tracking techniques. ECM is classified into five categories based on the severity of
consequences of the loss of control of equipment. They are:
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Equipment Control Class 1: When the consequences of loss of control of
equipment are characterized by negative social impact or social safety, it is
considered as Class 1.
Equipment Control Class 2: When the consequences of loss of control of the
equipment is characterized by negative personal safety impact, but, not
enough to rise to the level of a societal safety is considered as Class 2.
Equipment Control Class 3: Consequence of loss of control is an operational
impact, which is characterized by negative operational impact that does not
rise to the level of a personal or societal safety or security impact.
Equipment Control Class 4: Consequence of loss of control is an operational
impact, which is characterized by negative compliance of applicable laws and
regulations and other internal or external guidelines it is considered as Class
4.
Equipment Control Class 5: Consequence of loss of control is not discernible,
which is characterized by having no visible or recognizable impact on an
individual, society or organization.
With respect to the Tunnel Boring Machine (TBM), there are several ways in which
there could be an exposure to loss (Imia.com, 2018). They are:
Loss during Fabrication: This means that there are some kind of loss while the
machine is being constructed. The usual lead time for fabricating a TBM is
about twelve months, and during this time, there could be any incident, such
as fire, which could cause serious loss. This loss does not impact any
individual or society directly. It could only result in delay in receiving the
equipment.
Loss during Assembly: The TBM needs to assembled at the excavation site
and this could bear some risk as it depends on the alignment of the tunnel
and its depth. Also, there could be damage due to exposure to flooding or
landslides during assembly.
Loss during Excavation: This is a major part of the risk when handling a TBM.
As the machine is required to dig into the depths of the earth, there are
several factors that could result in loss, such as, fire or explosion, submersion
in water, inexperienced operators, tunnel alignment, breakthrough location.
Loss during Disassembly: After completion of excavation, while disassembling
the equipment, there could be loss due to mishandling of parts, wear and
tear, etc.
(b) Equipment Management Process Maturity Model (EMPM) is the process of
assessing and reporting the entity’s overall equipment management techniques over time.
This system prioritizes continuous improvement and maturity over time. This model is
designed for all equipment handling entities and includes all aspects of equipment
management. There is no standard with regards to safety concerns, but this practice
equipment are characterized by negative social impact or social safety, it is
considered as Class 1.
Equipment Control Class 2: When the consequences of loss of control of the
equipment is characterized by negative personal safety impact, but, not
enough to rise to the level of a societal safety is considered as Class 2.
Equipment Control Class 3: Consequence of loss of control is an operational
impact, which is characterized by negative operational impact that does not
rise to the level of a personal or societal safety or security impact.
Equipment Control Class 4: Consequence of loss of control is an operational
impact, which is characterized by negative compliance of applicable laws and
regulations and other internal or external guidelines it is considered as Class
4.
Equipment Control Class 5: Consequence of loss of control is not discernible,
which is characterized by having no visible or recognizable impact on an
individual, society or organization.
With respect to the Tunnel Boring Machine (TBM), there are several ways in which
there could be an exposure to loss (Imia.com, 2018). They are:
Loss during Fabrication: This means that there are some kind of loss while the
machine is being constructed. The usual lead time for fabricating a TBM is
about twelve months, and during this time, there could be any incident, such
as fire, which could cause serious loss. This loss does not impact any
individual or society directly. It could only result in delay in receiving the
equipment.
Loss during Assembly: The TBM needs to assembled at the excavation site
and this could bear some risk as it depends on the alignment of the tunnel
and its depth. Also, there could be damage due to exposure to flooding or
landslides during assembly.
Loss during Excavation: This is a major part of the risk when handling a TBM.
As the machine is required to dig into the depths of the earth, there are
several factors that could result in loss, such as, fire or explosion, submersion
in water, inexperienced operators, tunnel alignment, breakthrough location.
Loss during Disassembly: After completion of excavation, while disassembling
the equipment, there could be loss due to mishandling of parts, wear and
tear, etc.
(b) Equipment Management Process Maturity Model (EMPM) is the process of
assessing and reporting the entity’s overall equipment management techniques over time.
This system prioritizes continuous improvement and maturity over time. This model is
designed for all equipment handling entities and includes all aspects of equipment
management. There is no standard with regards to safety concerns, but this practice
prompts its users to create and standardize their own safety measures when managing
equipment.
Entities have to go through a life cycle of EMPM before they can consider themselves
mature in handling equipment efficiently and safely. To begin with there is the basic level
where processes are undocumented, new techniques are being tried and tested and basic
framework is not in place. Once the entity passes this phase they are a little more structured
in terms of defining and documenting processes, creating procedures that are
understandable and repeatable. When processes are in place and followed consistently, the
entity have reached the next level of maturity. In this phase, there are established
guidelines and procedures in place and following them gives consistent results. Now these
processes need to be measured in real terms to ensure that they are performing as per the
expectations. This is the next level in process maturity. Finally when processes have been
designed, tested, applied, and measured, they can be optimized according to the entity’s
requirements. These processed become an integral part of the entity and are followed
throughout.
In terms of a Tunnel Boring Machine (TBM), the entity goes through all the above
phases before it has a set of policies and procedures in place on the handling and use of the
equipment. The entity would have laid down guidelines on how to operate the TBM, the
safety measures to be taken before, during and after operating the machine.
equipment.
Entities have to go through a life cycle of EMPM before they can consider themselves
mature in handling equipment efficiently and safely. To begin with there is the basic level
where processes are undocumented, new techniques are being tried and tested and basic
framework is not in place. Once the entity passes this phase they are a little more structured
in terms of defining and documenting processes, creating procedures that are
understandable and repeatable. When processes are in place and followed consistently, the
entity have reached the next level of maturity. In this phase, there are established
guidelines and procedures in place and following them gives consistent results. Now these
processes need to be measured in real terms to ensure that they are performing as per the
expectations. This is the next level in process maturity. Finally when processes have been
designed, tested, applied, and measured, they can be optimized according to the entity’s
requirements. These processed become an integral part of the entity and are followed
throughout.
In terms of a Tunnel Boring Machine (TBM), the entity goes through all the above
phases before it has a set of policies and procedures in place on the handling and use of the
equipment. The entity would have laid down guidelines on how to operate the TBM, the
safety measures to be taken before, during and after operating the machine.
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
PART – 3
Section A
1. A machine foundation is planned to cost $100000. At one stage
observation of this foundation work, the actual cost of work performed
was $35000. The planned value and the earned value at that stage
were worth $45000 and $40000 respectively. The cost variance at this
stage is:
c. $5,000
2. An earned value analysis found that the budgeted cost of work
performed (BCWP) = $95000; budged cost of work scheduled (BCWS)
= $98000; and actual cost of work performed (ACWP) = $92000. The
project condition refers:
d. Ahead of schedule and under-budget
3. GAMMABEE is a large contractor in the region. You are the project
manager of main contractor (GAMMABEE) in a large infrastructure
project. The management reserve available in your project can be
deemed as:
c. An amount of your project budget withheld for the management
control purposes
4. If the critical ratio observation in your project status report refers to 0.79, then
a. you should investigate immediately
5. In projects, a contingency amount is:
a. To mitigate the effects of certain unplanned events and risks that
may be external or not controllable within a project plan
6. Earned Value Analysis can assist to determine:
b. . Schedule performance and cost performance
Section B
Question B1 Question B1 has 2 built-in sub-questions (i) & (ii). Answer all sub-
questions of B1.
Sub-question (i) of B1: Your organisation is a large contractor undertaking two major
infrastructure projects in Australia. Your audit team has following observations on 26th
March 2018:
In Project A (based in Victoria), the observations indicate that this 2 billion
dollars project has been 40% complete and the corresponding “To Complete Performance
Index” (TCPI) is 0.873.
In Project B (based in Western Australia), the observations indicate that this 4
billion dollars project has been 78% complete and the corresponding “To Complete
Section A
1. A machine foundation is planned to cost $100000. At one stage
observation of this foundation work, the actual cost of work performed
was $35000. The planned value and the earned value at that stage
were worth $45000 and $40000 respectively. The cost variance at this
stage is:
c. $5,000
2. An earned value analysis found that the budgeted cost of work
performed (BCWP) = $95000; budged cost of work scheduled (BCWS)
= $98000; and actual cost of work performed (ACWP) = $92000. The
project condition refers:
d. Ahead of schedule and under-budget
3. GAMMABEE is a large contractor in the region. You are the project
manager of main contractor (GAMMABEE) in a large infrastructure
project. The management reserve available in your project can be
deemed as:
c. An amount of your project budget withheld for the management
control purposes
4. If the critical ratio observation in your project status report refers to 0.79, then
a. you should investigate immediately
5. In projects, a contingency amount is:
a. To mitigate the effects of certain unplanned events and risks that
may be external or not controllable within a project plan
6. Earned Value Analysis can assist to determine:
b. . Schedule performance and cost performance
Section B
Question B1 Question B1 has 2 built-in sub-questions (i) & (ii). Answer all sub-
questions of B1.
Sub-question (i) of B1: Your organisation is a large contractor undertaking two major
infrastructure projects in Australia. Your audit team has following observations on 26th
March 2018:
In Project A (based in Victoria), the observations indicate that this 2 billion
dollars project has been 40% complete and the corresponding “To Complete Performance
Index” (TCPI) is 0.873.
In Project B (based in Western Australia), the observations indicate that this 4
billion dollars project has been 78% complete and the corresponding “To Complete
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
Performance Index” (TCPI) is 1.295
You are required to appraise the situation in one of the above-mentioned projects
and briefly discuss your suggestions from project control and resource management
perspectives.
Project B
To Complete Performance Index (TCPI) is the description of the cost performance
efficiency that is required to reach a set cost objective. TCPI is an important indicator of
weather a project can be recovered or not and helps with the transformation of project
performance. This matrix is used traditionally by customers or outside agencies to assess the
reasonableness of the Estimate of Completion (EAC). TCPI is (Budget at Completion (BAC) –
Earned Value (EV)) / (Estimate of Completion (EAC) – Actual Cost (AC)) (Lipke, 2009).
If TCPI is < 1 the management can be confident that EAC is achievable. When TCPI is
anywhere between 1 and 1.10, it is critical for the project manager to step up their control
mechanism to achieve project success. If TCPI < 1.10, the project is considered to be “out of
control” and will overrun its initial cost forecast. While there are no empirical studies
indicating a set criterion value for TCPI, Lipke, (2009), have provided calculations to provide
reasonable support that a threshold of 1.10 critical in reporting the project as unachievable
given the EAC.
In the case of Project B, based in Western Australia, the TCPI is 1.295. This is very
alarming as the project costs are considered to be “out of control” in terms of its initial cost
forecast. Given that the project is high value, 4 billion dollars, the project manager need to
assess the project’s TCPI constantly to recognize any deviation from the estimated costs and
ensure that the TCPI remains below one. In this case, since the project is already 78%
complete, the project manager can take actions to recover the project as the project is near
completion. According to Lipke (2009), “any project of a reasonable size, having completed
more than 40% of its period of performance, the project manager has a very good chance of
being successful in recovering the project”.
The TCPI is not just an index to measure the performance rate needed to complete
the project, but, an important tool in evaluating the realistic value of the bottom up derived
EAC. Also, a TCPI of 1.10 is considered as realistic and reasonable criterion to determine if
the project is recoverable or not. Furthermore the TCPI can also be used in making tactical
changes in resources and overtime. The TCPI helps the project manager to schedule, control
and manage the project to maintain the project’s cost performance.
One important measure that project managers can take to ensure that they face
little or no cost overruns is through project control and resource management. Earned Value
Management (EVM) is an important tool with provides efficient project measurement &
evaluation, and provides feedback on possible improvements. EVM helps clearly illuminate
You are required to appraise the situation in one of the above-mentioned projects
and briefly discuss your suggestions from project control and resource management
perspectives.
Project B
To Complete Performance Index (TCPI) is the description of the cost performance
efficiency that is required to reach a set cost objective. TCPI is an important indicator of
weather a project can be recovered or not and helps with the transformation of project
performance. This matrix is used traditionally by customers or outside agencies to assess the
reasonableness of the Estimate of Completion (EAC). TCPI is (Budget at Completion (BAC) –
Earned Value (EV)) / (Estimate of Completion (EAC) – Actual Cost (AC)) (Lipke, 2009).
If TCPI is < 1 the management can be confident that EAC is achievable. When TCPI is
anywhere between 1 and 1.10, it is critical for the project manager to step up their control
mechanism to achieve project success. If TCPI < 1.10, the project is considered to be “out of
control” and will overrun its initial cost forecast. While there are no empirical studies
indicating a set criterion value for TCPI, Lipke, (2009), have provided calculations to provide
reasonable support that a threshold of 1.10 critical in reporting the project as unachievable
given the EAC.
In the case of Project B, based in Western Australia, the TCPI is 1.295. This is very
alarming as the project costs are considered to be “out of control” in terms of its initial cost
forecast. Given that the project is high value, 4 billion dollars, the project manager need to
assess the project’s TCPI constantly to recognize any deviation from the estimated costs and
ensure that the TCPI remains below one. In this case, since the project is already 78%
complete, the project manager can take actions to recover the project as the project is near
completion. According to Lipke (2009), “any project of a reasonable size, having completed
more than 40% of its period of performance, the project manager has a very good chance of
being successful in recovering the project”.
The TCPI is not just an index to measure the performance rate needed to complete
the project, but, an important tool in evaluating the realistic value of the bottom up derived
EAC. Also, a TCPI of 1.10 is considered as realistic and reasonable criterion to determine if
the project is recoverable or not. Furthermore the TCPI can also be used in making tactical
changes in resources and overtime. The TCPI helps the project manager to schedule, control
and manage the project to maintain the project’s cost performance.
One important measure that project managers can take to ensure that they face
little or no cost overruns is through project control and resource management. Earned Value
Management (EVM) is an important tool with provides efficient project measurement &
evaluation, and provides feedback on possible improvements. EVM helps clearly illuminate
the status quo of the project by answering targeted questions and providing objective
calculations such as:
Time Objective
o Weather the project is ahead of schedule, on time, or behind
schedule?
Schedule Variance (SV)
o Is time being utilized effectively?
Schedule Performance Index (SPI)
o When is the work likely to finish?
Time Estimate at Completion (EACt)
Cost Objective
o Weather the project is under or over budget?
Cost Variance (CV)
o How efficient is the resource utilization?
Cost Performance Index (CPI)
o How to efficiently use the remaining resources?
To-Complete Performance Index (TCPI)
o What is the likely cost of the period?
Estimate at Completion (EAC)
o Will it be under or over budget?
Variance at Completion (VAC)
o What is the cost of the remaining work?
Estimate to Complete (ETC)
“Feedback is critical to the success of any project” (Institute, 2014). By making these
calculations, the project manager can get targeted and timely feedback on where the
project is headed and identify issues that are critical to the success of the project. EVM, as a
performance management method, focuses on goal measuring, forecasting, analyzing and
reporting costs, performance evaluation by schedule data, action by workers, stakeholders
and managers. In the case of Project B, the project manager needs to analyze the time
objective to determine weather the project is ahead of schedule, on time, or behind
schedule. By calculating the Schedule Variance (SV) and the Time Estimate at Completion
(EACt) the manager can break down the rest of the project needs to be broken down into
executable tasks, and arranged in a logical schedule. These tasks then need to the assigned
to the workforce to be executed as per the revised schedule to meet the initial deadline.
The success of EVM lies in the effective and efficient execution of the project through
planning and control.
Sub-question (ii) of B1: Assume that you are the subcontractor for a twelve
calculations such as:
Time Objective
o Weather the project is ahead of schedule, on time, or behind
schedule?
Schedule Variance (SV)
o Is time being utilized effectively?
Schedule Performance Index (SPI)
o When is the work likely to finish?
Time Estimate at Completion (EACt)
Cost Objective
o Weather the project is under or over budget?
Cost Variance (CV)
o How efficient is the resource utilization?
Cost Performance Index (CPI)
o How to efficiently use the remaining resources?
To-Complete Performance Index (TCPI)
o What is the likely cost of the period?
Estimate at Completion (EAC)
o Will it be under or over budget?
Variance at Completion (VAC)
o What is the cost of the remaining work?
Estimate to Complete (ETC)
“Feedback is critical to the success of any project” (Institute, 2014). By making these
calculations, the project manager can get targeted and timely feedback on where the
project is headed and identify issues that are critical to the success of the project. EVM, as a
performance management method, focuses on goal measuring, forecasting, analyzing and
reporting costs, performance evaluation by schedule data, action by workers, stakeholders
and managers. In the case of Project B, the project manager needs to analyze the time
objective to determine weather the project is ahead of schedule, on time, or behind
schedule. By calculating the Schedule Variance (SV) and the Time Estimate at Completion
(EACt) the manager can break down the rest of the project needs to be broken down into
executable tasks, and arranged in a logical schedule. These tasks then need to the assigned
to the workforce to be executed as per the revised schedule to meet the initial deadline.
The success of EVM lies in the effective and efficient execution of the project through
planning and control.
Sub-question (ii) of B1: Assume that you are the subcontractor for a twelve
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 15



Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2025 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.