Quality and Operations Management: Personnel and Burden Carrier Report
VerifiedAdded on 2020/03/16
|40
|8086
|41
Report
AI Summary
This report analyzes the quality and operations management processes for Morrison Industrial Equipment Co., focusing on the design and production of personnel and burden carriers. The report begins with an executive summary highlighting customer satisfaction and market growth in the industry, including a 7.5% growth in 2015. It explores strengths and weaknesses of the chosen product and delves into customer satisfaction through stakeholder analysis, capturing customer needs using various methods like Genchi Genbutsu and customer interaction over the telephone, and analyzing customer needs using the Kano Model. The report further outlines design requirements, including changing customer needs into design requirements using QFD and analyzing design risk. It also covers supplier selection and evaluation, identifying components, developing selection criteria, and constructing a supplier selection system. Statistical process control is examined, including process identification, monitoring processes using SPC charts, and constructing SPC charts. Finally, the report addresses problem-solving techniques, identifying problems using process flow charts, brainstorming, checklists, and quality circles. The report concludes with a summary of the findings and references.

Running head: QUALITY AND OPERATIONS MANAGEMENT
Design and Production of Personnel and Burden Carrier
Name of the student
Student Roll No:
Name of the University
Author Note
Design and Production of Personnel and Burden Carrier
Name of the student
Student Roll No:
Name of the University
Author Note
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
1QUALITY AND OPERATIONS MANAGEMENT
Executive Summary:
The main aspect of the report has shown the customer contentment level related o the quality
and production of “personnel and burden carriers”. The increase in the industrial operation
has increased in the demand for burden carriers. In 2015, there has been significant growth of
7.5% in both marketing and manufacturing. The value has increased from US$395.80 million
to more than US$ 425 million. The market venture of the burden carriers and personnel has
been seen with the design of the vehicles which has been accoutred for. The study in the case
has captivated the entire manufacturing aspect and carrying of the vehicles.
Executive Summary:
The main aspect of the report has shown the customer contentment level related o the quality
and production of “personnel and burden carriers”. The increase in the industrial operation
has increased in the demand for burden carriers. In 2015, there has been significant growth of
7.5% in both marketing and manufacturing. The value has increased from US$395.80 million
to more than US$ 425 million. The market venture of the burden carriers and personnel has
been seen with the design of the vehicles which has been accoutred for. The study in the case
has captivated the entire manufacturing aspect and carrying of the vehicles.
2QUALITY AND OPERATIONS MANAGEMENT
Table of Contents
1.0 Introduction:.........................................................................................................................4
1.1. Strength and Weakness of the Chosen Product:.............................................................6
Strength:.............................................................................................................................6
Weakness:..........................................................................................................................6
2.0 Customer Satisfaction:.........................................................................................................6
2.1. Stakeholders Analysis:....................................................................................................6
2.2. Capturing the Customer:.................................................................................................8
Genchi Genbutsu:...............................................................................................................9
Customer Interaction over Telephone:...............................................................................9
Benchmarking Criteria:....................................................................................................10
Focus Group:....................................................................................................................10
Customer Grievances:......................................................................................................10
2.3 Customer Needs Analysis through Kano Model:...........................................................11
Phase 1: Definition of the Purpose:..................................................................................12
Phase 2: Designing the Interview:....................................................................................12
Phase 3: Conducting the Interview:.................................................................................16
Phase 4: Analysing the Information:................................................................................16
3.0 Design Requirements:........................................................................................................17
3.1. Changing Customer Needs into Design Requirements (QFD):...................................17
3.2. Analysis for Design Risk:...............................................................................................0
Table of Contents
1.0 Introduction:.........................................................................................................................4
1.1. Strength and Weakness of the Chosen Product:.............................................................6
Strength:.............................................................................................................................6
Weakness:..........................................................................................................................6
2.0 Customer Satisfaction:.........................................................................................................6
2.1. Stakeholders Analysis:....................................................................................................6
2.2. Capturing the Customer:.................................................................................................8
Genchi Genbutsu:...............................................................................................................9
Customer Interaction over Telephone:...............................................................................9
Benchmarking Criteria:....................................................................................................10
Focus Group:....................................................................................................................10
Customer Grievances:......................................................................................................10
2.3 Customer Needs Analysis through Kano Model:...........................................................11
Phase 1: Definition of the Purpose:..................................................................................12
Phase 2: Designing the Interview:....................................................................................12
Phase 3: Conducting the Interview:.................................................................................16
Phase 4: Analysing the Information:................................................................................16
3.0 Design Requirements:........................................................................................................17
3.1. Changing Customer Needs into Design Requirements (QFD):...................................17
3.2. Analysis for Design Risk:...............................................................................................0
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
3QUALITY AND OPERATIONS MANAGEMENT
4.0 Supplier Selection and Evaluation:......................................................................................2
4.1. Identifying the Components, Elements and Parts:..........................................................2
4.2. Developing the Criteria for Supplier Selection;..............................................................3
4.3. Constructing and Using Supplier Selection System:......................................................4
4.4. Outcome of Supplier Selection Process:.........................................................................8
5.0: Statistical Process Control..................................................................................................9
5.1 Process for Identification.................................................................................................9
5.2 Monitoring Processes using SPC Charts........................................................................10
5.3 Constructing and Using a SPC Chart.............................................................................12
6.0. Problem Solving:...............................................................................................................15
6.1. Identifying the Problems and Problem solving Tools:..................................................15
i) Process Flow Chart:..........................................................................................................16
ii) Brain Storming:...............................................................................................................17
Checklist:..........................................................................................................................17
Quality Circle:..................................................................................................................18
Conclusion:..............................................................................................................................18
References................................................................................................................................19
4.0 Supplier Selection and Evaluation:......................................................................................2
4.1. Identifying the Components, Elements and Parts:..........................................................2
4.2. Developing the Criteria for Supplier Selection;..............................................................3
4.3. Constructing and Using Supplier Selection System:......................................................4
4.4. Outcome of Supplier Selection Process:.........................................................................8
5.0: Statistical Process Control..................................................................................................9
5.1 Process for Identification.................................................................................................9
5.2 Monitoring Processes using SPC Charts........................................................................10
5.3 Constructing and Using a SPC Chart.............................................................................12
6.0. Problem Solving:...............................................................................................................15
6.1. Identifying the Problems and Problem solving Tools:..................................................15
i) Process Flow Chart:..........................................................................................................16
ii) Brain Storming:...............................................................................................................17
Checklist:..........................................................................................................................17
Quality Circle:..................................................................................................................18
Conclusion:..............................................................................................................................18
References................................................................................................................................19
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
4QUALITY AND OPERATIONS MANAGEMENT
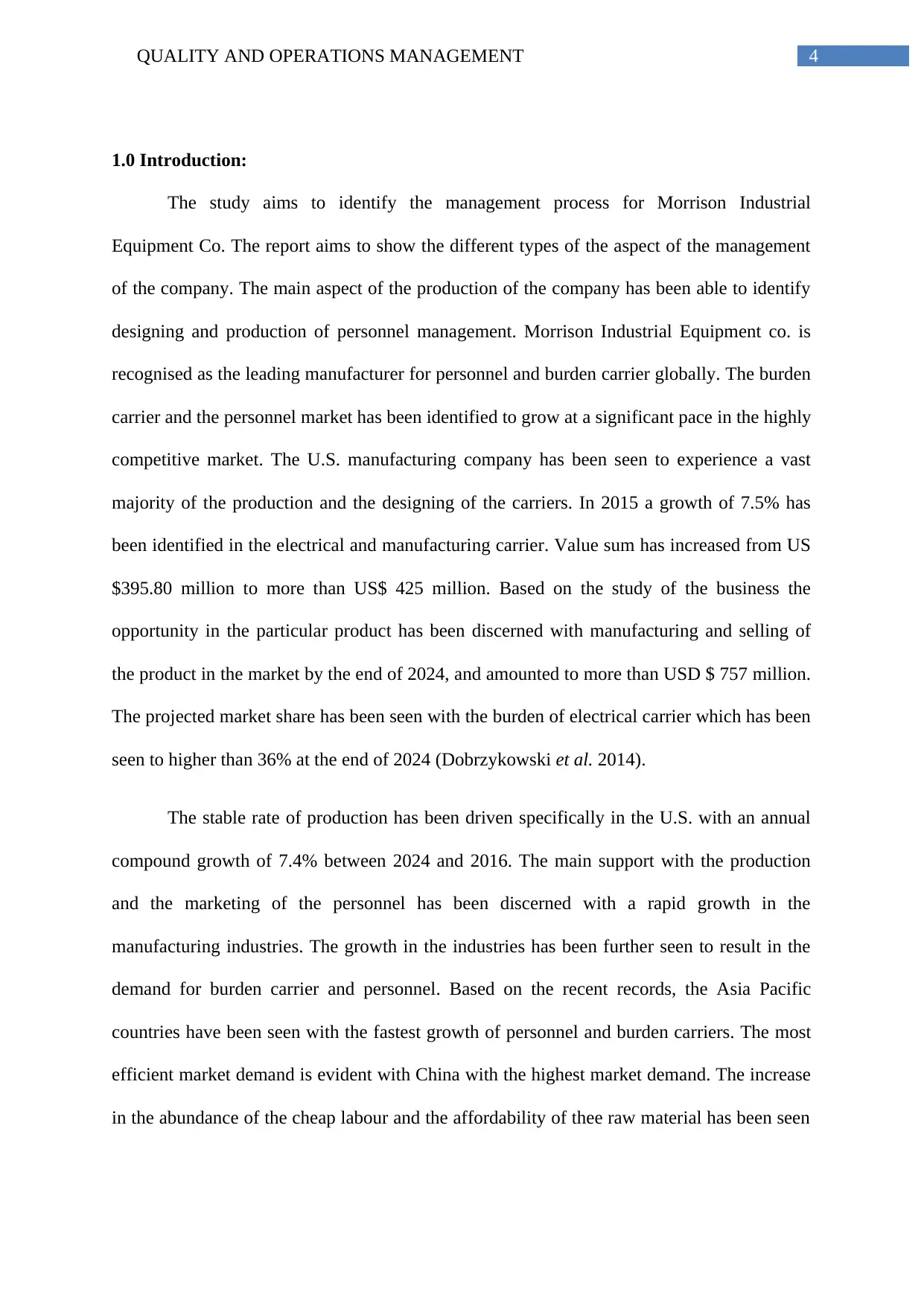
1.0 Introduction:
The study aims to identify the management process for Morrison Industrial
Equipment Co. The report aims to show the different types of the aspect of the management
of the company. The main aspect of the production of the company has been able to identify
designing and production of personnel management. Morrison Industrial Equipment co. is
recognised as the leading manufacturer for personnel and burden carrier globally. The burden
carrier and the personnel market has been identified to grow at a significant pace in the highly
competitive market. The U.S. manufacturing company has been seen to experience a vast
majority of the production and the designing of the carriers. In 2015 a growth of 7.5% has
been identified in the electrical and manufacturing carrier. Value sum has increased from US
$395.80 million to more than US$ 425 million. Based on the study of the business the
opportunity in the particular product has been discerned with manufacturing and selling of
the product in the market by the end of 2024, and amounted to more than USD $ 757 million.
The projected market share has been seen with the burden of electrical carrier which has been
seen to higher than 36% at the end of 2024 (Dobrzykowski et al. 2014).
The stable rate of production has been driven specifically in the U.S. with an annual
compound growth of 7.4% between 2024 and 2016. The main support with the production
and the marketing of the personnel has been discerned with a rapid growth in the
manufacturing industries. The growth in the industries has been further seen to result in the
demand for burden carrier and personnel. Based on the recent records, the Asia Pacific
countries have been seen with the fastest growth of personnel and burden carriers. The most
efficient market demand is evident with China with the highest market demand. The increase
in the abundance of the cheap labour and the affordability of thee raw material has been seen
1.0 Introduction:
The study aims to identify the management process for Morrison Industrial
Equipment Co. The report aims to show the different types of the aspect of the management
of the company. The main aspect of the production of the company has been able to identify
designing and production of personnel management. Morrison Industrial Equipment co. is
recognised as the leading manufacturer for personnel and burden carrier globally. The burden
carrier and the personnel market has been identified to grow at a significant pace in the highly
competitive market. The U.S. manufacturing company has been seen to experience a vast
majority of the production and the designing of the carriers. In 2015 a growth of 7.5% has
been identified in the electrical and manufacturing carrier. Value sum has increased from US
$395.80 million to more than US$ 425 million. Based on the study of the business the
opportunity in the particular product has been discerned with manufacturing and selling of
the product in the market by the end of 2024, and amounted to more than USD $ 757 million.
The projected market share has been seen with the burden of electrical carrier which has been
seen to higher than 36% at the end of 2024 (Dobrzykowski et al. 2014).
The stable rate of production has been driven specifically in the U.S. with an annual
compound growth of 7.4% between 2024 and 2016. The main support with the production
and the marketing of the personnel has been discerned with a rapid growth in the
manufacturing industries. The growth in the industries has been further seen to result in the
demand for burden carrier and personnel. Based on the recent records, the Asia Pacific
countries have been seen with the fastest growth of personnel and burden carriers. The most
efficient market demand is evident with China with the highest market demand. The increase
in the abundance of the cheap labour and the affordability of thee raw material has been seen
5QUALITY AND OPERATIONS MANAGEMENT
with the total growth in the industrial production in various forms (Phan and Chambers
2013).
The personnel carriers are discerned as the vehicles for passenger working in the
industry for having the capability to move multiple amount of person in a lone ride.
Personnel carrier is of diverse types, which are used by the army. The carriers are used by the
army in different countries based on the carrying capacity. The larger ones are seen to be
having capacity of thirty persons per ride. The amusement parks are further seen to be having
rides which are made use for the entertainment purpose. The increase in the demand for the
burden carriers has been seen with the combination of carrying vehicles and personnel
vehicles. The concept has been seen with be emerging with the designing process and
increased production (Zhao 2014).
The demand cultures for the carriers have been further able to create the main
realm in the market which has been seen to be based on certain number designing and
with the total growth in the industrial production in various forms (Phan and Chambers
2013).
The personnel carriers are discerned as the vehicles for passenger working in the
industry for having the capability to move multiple amount of person in a lone ride.
Personnel carrier is of diverse types, which are used by the army. The carriers are used by the
army in different countries based on the carrying capacity. The larger ones are seen to be
having capacity of thirty persons per ride. The amusement parks are further seen to be having
rides which are made use for the entertainment purpose. The increase in the demand for the
burden carriers has been seen with the combination of carrying vehicles and personnel
vehicles. The concept has been seen with be emerging with the designing process and
increased production (Zhao 2014).
The demand cultures for the carriers have been further able to create the main
realm in the market which has been seen to be based on certain number designing and
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
6QUALITY AND OPERATIONS MANAGEMENT
product innovation. This has been seen with the different types of the changes in the
processes in the market especially in the Asia Pacific countries. However, main production
level is seen to be concentrated in the countries based in North America. The main terms of
the market venture of the personnel and burden carrier has been identified with design and
production of the vehicles needs to be considered. The study in the case has not been
captivated with the specific company which has been seen to be generalised as per the
designing of the carrying vehicles (Katsikopoulos and Gigerenzer 2013).
1.1. Strength and Weakness of the Chosen Product:
Strength:
a) Carrying capacity based on the number of personnel
b) Lessening of the difficulty in the personnel and goods
c) Increased amount of the agility based on the carrying capacity of the goods and
personnel
Weakness:
a) Electric vehicles are seen to be having certain aspect of limitations not more than the
carrying capacity of the products and the goods
b) Does not depict high amount of option to carry
c) Limitation to the market ASPAC
2.0 Customer Satisfaction:
2.1. Stakeholders Analysis:
Both the internal and the exterior stakeholders are seen to be playing a major role in
the determination of the quality of the product. In this particular consideration, it has been
seen that the main impact has been seen to be based on the quality fixity and designing of the
production, which is quite effective. These particular individual has been further seen to be
product innovation. This has been seen with the different types of the changes in the
processes in the market especially in the Asia Pacific countries. However, main production
level is seen to be concentrated in the countries based in North America. The main terms of
the market venture of the personnel and burden carrier has been identified with design and
production of the vehicles needs to be considered. The study in the case has not been
captivated with the specific company which has been seen to be generalised as per the
designing of the carrying vehicles (Katsikopoulos and Gigerenzer 2013).
1.1. Strength and Weakness of the Chosen Product:
Strength:
a) Carrying capacity based on the number of personnel
b) Lessening of the difficulty in the personnel and goods
c) Increased amount of the agility based on the carrying capacity of the goods and
personnel
Weakness:
a) Electric vehicles are seen to be having certain aspect of limitations not more than the
carrying capacity of the products and the goods
b) Does not depict high amount of option to carry
c) Limitation to the market ASPAC
2.0 Customer Satisfaction:
2.1. Stakeholders Analysis:
Both the internal and the exterior stakeholders are seen to be playing a major role in
the determination of the quality of the product. In this particular consideration, it has been
seen that the main impact has been seen to be based on the quality fixity and designing of the
production, which is quite effective. These particular individual has been further seen to be
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
7QUALITY AND OPERATIONS MANAGEMENT
based on the different types of the aspects which has been seen to be related to the
influencing the product design in a specific country or company. As the market of the
industrial personnel and the burden carrier is seen to be based on the rapid expansion and
demand, this may lead to certain transition. The main transition is highly devised as per the
external stakeholders of the company. The main clients of the owners of the industry,
wholesalers and the industry owners are seen to make use of the vehicles. The stakeholders
are seen to be divided as per two different types-
i. Internal Stakeholders (sponsors, designer of product, staff, engineers and investors)
ii. External Stakeholders (this includes the customers)
The main diversity among the stakeholders has been identified in the company involved
in manufacturing. It has been discerned that the main growth in the manufacturing sector has
increased with the overall production level with burden carriers. The internal and the external
stakeholders have been seen to be having specific expectations related to the quality of the
product. Based on the fact of the existing quality, it has been seen that the higher amount of
the product value has been seen with the market response. The main acceptance levels of the
investment are to be taken in the starting o the manufacturing process. The investors expect a
considerable increase with the proof and the amount of the investment for the process of
manufacturing. The external stakeholders of the companies are not seen to be having any
impact on the determination as per the design process and production. Despite of this, the
internal stakeholders like stockholders are seen to be contributing to the progress of the
organisation with the expansion of the strategies thereby unveiling of the flaws and benefits
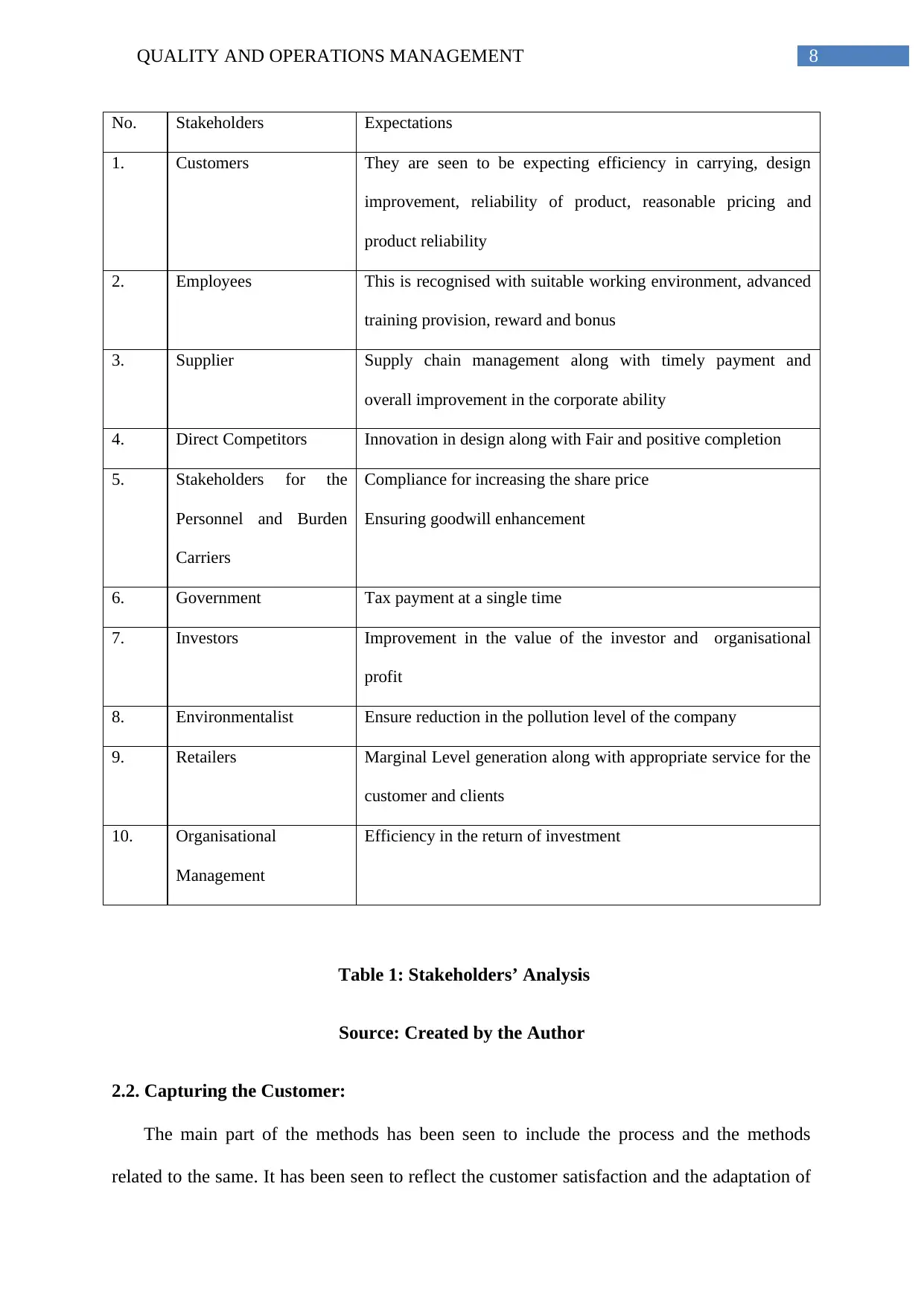
as per the chosen product in the global market. The table given below has been able to depict
on the effectiveness of external stakeholders and internal stakeholders in determination of the
fixity of the product quality (Harvey, Heineke and Lewis 2016).
based on the different types of the aspects which has been seen to be related to the
influencing the product design in a specific country or company. As the market of the
industrial personnel and the burden carrier is seen to be based on the rapid expansion and
demand, this may lead to certain transition. The main transition is highly devised as per the
external stakeholders of the company. The main clients of the owners of the industry,
wholesalers and the industry owners are seen to make use of the vehicles. The stakeholders
are seen to be divided as per two different types-
i. Internal Stakeholders (sponsors, designer of product, staff, engineers and investors)
ii. External Stakeholders (this includes the customers)
The main diversity among the stakeholders has been identified in the company involved
in manufacturing. It has been discerned that the main growth in the manufacturing sector has
increased with the overall production level with burden carriers. The internal and the external
stakeholders have been seen to be having specific expectations related to the quality of the
product. Based on the fact of the existing quality, it has been seen that the higher amount of
the product value has been seen with the market response. The main acceptance levels of the
investment are to be taken in the starting o the manufacturing process. The investors expect a
considerable increase with the proof and the amount of the investment for the process of
manufacturing. The external stakeholders of the companies are not seen to be having any
impact on the determination as per the design process and production. Despite of this, the
internal stakeholders like stockholders are seen to be contributing to the progress of the
organisation with the expansion of the strategies thereby unveiling of the flaws and benefits
as per the chosen product in the global market. The table given below has been able to depict
on the effectiveness of external stakeholders and internal stakeholders in determination of the
fixity of the product quality (Harvey, Heineke and Lewis 2016).
8QUALITY AND OPERATIONS MANAGEMENT
No. Stakeholders Expectations
1. Customers They are seen to be expecting efficiency in carrying, design
improvement, reliability of product, reasonable pricing and
product reliability
2. Employees This is recognised with suitable working environment, advanced
training provision, reward and bonus
3. Supplier Supply chain management along with timely payment and
overall improvement in the corporate ability
4. Direct Competitors Innovation in design along with Fair and positive completion
5. Stakeholders for the
Personnel and Burden
Carriers
Compliance for increasing the share price
Ensuring goodwill enhancement
6. Government Tax payment at a single time
7. Investors Improvement in the value of the investor and organisational
profit
8. Environmentalist Ensure reduction in the pollution level of the company
9. Retailers Marginal Level generation along with appropriate service for the
customer and clients
10. Organisational
Management
Efficiency in the return of investment
Table 1: Stakeholders’ Analysis
Source: Created by the Author
2.2. Capturing the Customer:
The main part of the methods has been seen to include the process and the methods
related to the same. It has been seen to reflect the customer satisfaction and the adaptation of
No. Stakeholders Expectations
1. Customers They are seen to be expecting efficiency in carrying, design
improvement, reliability of product, reasonable pricing and
product reliability
2. Employees This is recognised with suitable working environment, advanced
training provision, reward and bonus
3. Supplier Supply chain management along with timely payment and
overall improvement in the corporate ability
4. Direct Competitors Innovation in design along with Fair and positive completion
5. Stakeholders for the
Personnel and Burden
Carriers
Compliance for increasing the share price
Ensuring goodwill enhancement
6. Government Tax payment at a single time
7. Investors Improvement in the value of the investor and organisational
profit
8. Environmentalist Ensure reduction in the pollution level of the company
9. Retailers Marginal Level generation along with appropriate service for the
customer and clients
10. Organisational
Management
Efficiency in the return of investment
Table 1: Stakeholders’ Analysis
Source: Created by the Author
2.2. Capturing the Customer:
The main part of the methods has been seen to include the process and the methods
related to the same. It has been seen to reflect the customer satisfaction and the adaptation of
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
9QUALITY AND OPERATIONS MANAGEMENT
the varied range of the methods. The customer satisfaction has been further seen to be
observed based on the purchase of the product as per the existing purchase. The customer
level of the satisfaction has been further considered as per the quality designing and product
level. The five different types of the methods have been identified as per the customer needs
and purchasing of the personnel and the burden carriers (Pedraza-Martinez and Van
Wassenhove 2016).
Genchi Genbutsu:
Genchi Genbutsu has been considered as the Japanese method for accelerating the
process as per see strategy. This strategy has been further seen to be effective for analysing
the needs of the customer and the satisfaction of the particular market. The main perception
of the customers has been identified with the certain product assumption which is identified
and assessed. This particular technique has been identified with the individual need of the
product. The vehicles are not used as per the individual customer needs and individual
perception which has been considered. The consideration of this assessment technique has
been seen with the conduction of one2one interview with potential customer (Rosenhead
2013).
Customer Interaction over Telephone:
This has been an effective strategy which has been implemented in the respective
organizations. The personal level of the relationship is maintained with the customer
confirmation and retention in the post sales period. With the process, personal level of the
telephonic interview has been seen to be based on the customer feedback and the applause of
the grievance. The organizations are seen to be communicating with the customers who are
seen to be having leaser scope for assumption and speculative approach along with the
intelligibility of the company as per the consideration of the customer feedback (Machado et
al. 2017).
the varied range of the methods. The customer satisfaction has been further seen to be
observed based on the purchase of the product as per the existing purchase. The customer
level of the satisfaction has been further considered as per the quality designing and product
level. The five different types of the methods have been identified as per the customer needs
and purchasing of the personnel and the burden carriers (Pedraza-Martinez and Van
Wassenhove 2016).
Genchi Genbutsu:
Genchi Genbutsu has been considered as the Japanese method for accelerating the
process as per see strategy. This strategy has been further seen to be effective for analysing
the needs of the customer and the satisfaction of the particular market. The main perception
of the customers has been identified with the certain product assumption which is identified
and assessed. This particular technique has been identified with the individual need of the
product. The vehicles are not used as per the individual customer needs and individual
perception which has been considered. The consideration of this assessment technique has
been seen with the conduction of one2one interview with potential customer (Rosenhead
2013).
Customer Interaction over Telephone:
This has been an effective strategy which has been implemented in the respective
organizations. The personal level of the relationship is maintained with the customer
confirmation and retention in the post sales period. With the process, personal level of the
telephonic interview has been seen to be based on the customer feedback and the applause of
the grievance. The organizations are seen to be communicating with the customers who are
seen to be having leaser scope for assumption and speculative approach along with the
intelligibility of the company as per the consideration of the customer feedback (Machado et
al. 2017).
Paraphrase This Document
Need a fresh take? Get an instant paraphrase of this document with our AI Paraphraser
10QUALITY AND OPERATIONS MANAGEMENT
Benchmarking Criteria:
The Benchmarking Criteria are seen to be inevitable for the process of identified with
the customer needs. A certain change in the method of detection has been seen with customer
satisfaction. For finding customer mode in the market the benchmarking criteria is quite
phenomenal and effective for the advancement and the quality of the product. The ideas are
further seen to be generated based on the quality of the product manufactured meeting certain
amount of demand for the customer in the global market. This has been further seen ti be
identified based on the customer expectations and competitiveness and companies
maintaining secret along with the corporate database (Foropon and McLachlin 2013).
Focus Group:
The focus group has been further seen to be identified as per the various types of the
segments for the target customers. In most of the cases the companies are seen to appoint six
to five groups who are focusing on the customer needs and the level of the expectation from
the products which they purchase or are to buy. The various types of the feedback for the
customers and the companies are seen to be proceeded with the change in the product design
(Guide and Ketokivi 2015).
Customer Grievances:
The main form of the methodology is known with the grievance and complaint
method. This particular method has been seen to be assisting the companies in understanding
the exact problems to the customers. The best way to consider the customer needs has been
considered with the grievance method and manufactured products. The burden carrier and the
manufacturing companies will be able to mould with the quality and the characteristics of the
vehicles based on the customer needs, In addition to this, the different types of the demerits
and the cost of product needs to be solved based on the related issues.
Benchmarking Criteria:
The Benchmarking Criteria are seen to be inevitable for the process of identified with
the customer needs. A certain change in the method of detection has been seen with customer
satisfaction. For finding customer mode in the market the benchmarking criteria is quite
phenomenal and effective for the advancement and the quality of the product. The ideas are
further seen to be generated based on the quality of the product manufactured meeting certain
amount of demand for the customer in the global market. This has been further seen ti be
identified based on the customer expectations and competitiveness and companies
maintaining secret along with the corporate database (Foropon and McLachlin 2013).
Focus Group:
The focus group has been further seen to be identified as per the various types of the
segments for the target customers. In most of the cases the companies are seen to appoint six
to five groups who are focusing on the customer needs and the level of the expectation from
the products which they purchase or are to buy. The various types of the feedback for the
customers and the companies are seen to be proceeded with the change in the product design
(Guide and Ketokivi 2015).
Customer Grievances:
The main form of the methodology is known with the grievance and complaint
method. This particular method has been seen to be assisting the companies in understanding
the exact problems to the customers. The best way to consider the customer needs has been
considered with the grievance method and manufactured products. The burden carrier and the
manufacturing companies will be able to mould with the quality and the characteristics of the
vehicles based on the customer needs, In addition to this, the different types of the demerits
and the cost of product needs to be solved based on the related issues.
11QUALITY AND OPERATIONS MANAGEMENT
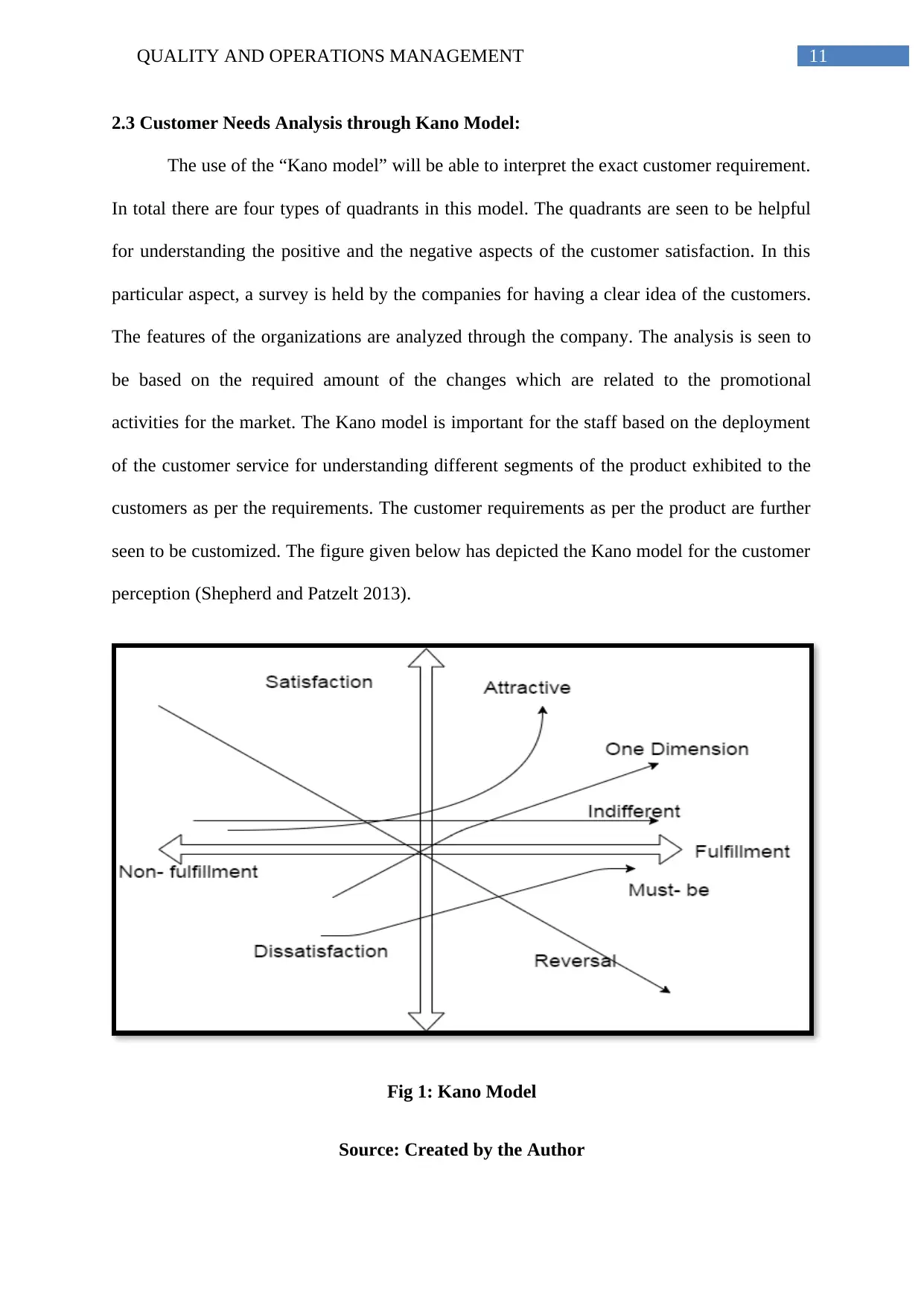
2.3 Customer Needs Analysis through Kano Model:
The use of the “Kano model” will be able to interpret the exact customer requirement.
In total there are four types of quadrants in this model. The quadrants are seen to be helpful
for understanding the positive and the negative aspects of the customer satisfaction. In this
particular aspect, a survey is held by the companies for having a clear idea of the customers.
The features of the organizations are analyzed through the company. The analysis is seen to
be based on the required amount of the changes which are related to the promotional
activities for the market. The Kano model is important for the staff based on the deployment
of the customer service for understanding different segments of the product exhibited to the
customers as per the requirements. The customer requirements as per the product are further
seen to be customized. The figure given below has depicted the Kano model for the customer
perception (Shepherd and Patzelt 2013).
Fig 1: Kano Model
Source: Created by the Author
2.3 Customer Needs Analysis through Kano Model:
The use of the “Kano model” will be able to interpret the exact customer requirement.
In total there are four types of quadrants in this model. The quadrants are seen to be helpful
for understanding the positive and the negative aspects of the customer satisfaction. In this
particular aspect, a survey is held by the companies for having a clear idea of the customers.
The features of the organizations are analyzed through the company. The analysis is seen to
be based on the required amount of the changes which are related to the promotional
activities for the market. The Kano model is important for the staff based on the deployment
of the customer service for understanding different segments of the product exhibited to the
customers as per the requirements. The customer requirements as per the product are further
seen to be customized. The figure given below has depicted the Kano model for the customer
perception (Shepherd and Patzelt 2013).
Fig 1: Kano Model
Source: Created by the Author
⊘ This is a preview!⊘
Do you want full access?
Subscribe today to unlock all pages.
Trusted by 1+ million students worldwide
1 out of 40
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Unlock your academic potential
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.