UTS: Quality Planning & Analysis - Power Transformer Design Report
VerifiedAdded on 2023/06/11
|34
|7042
|312
Report
AI Summary
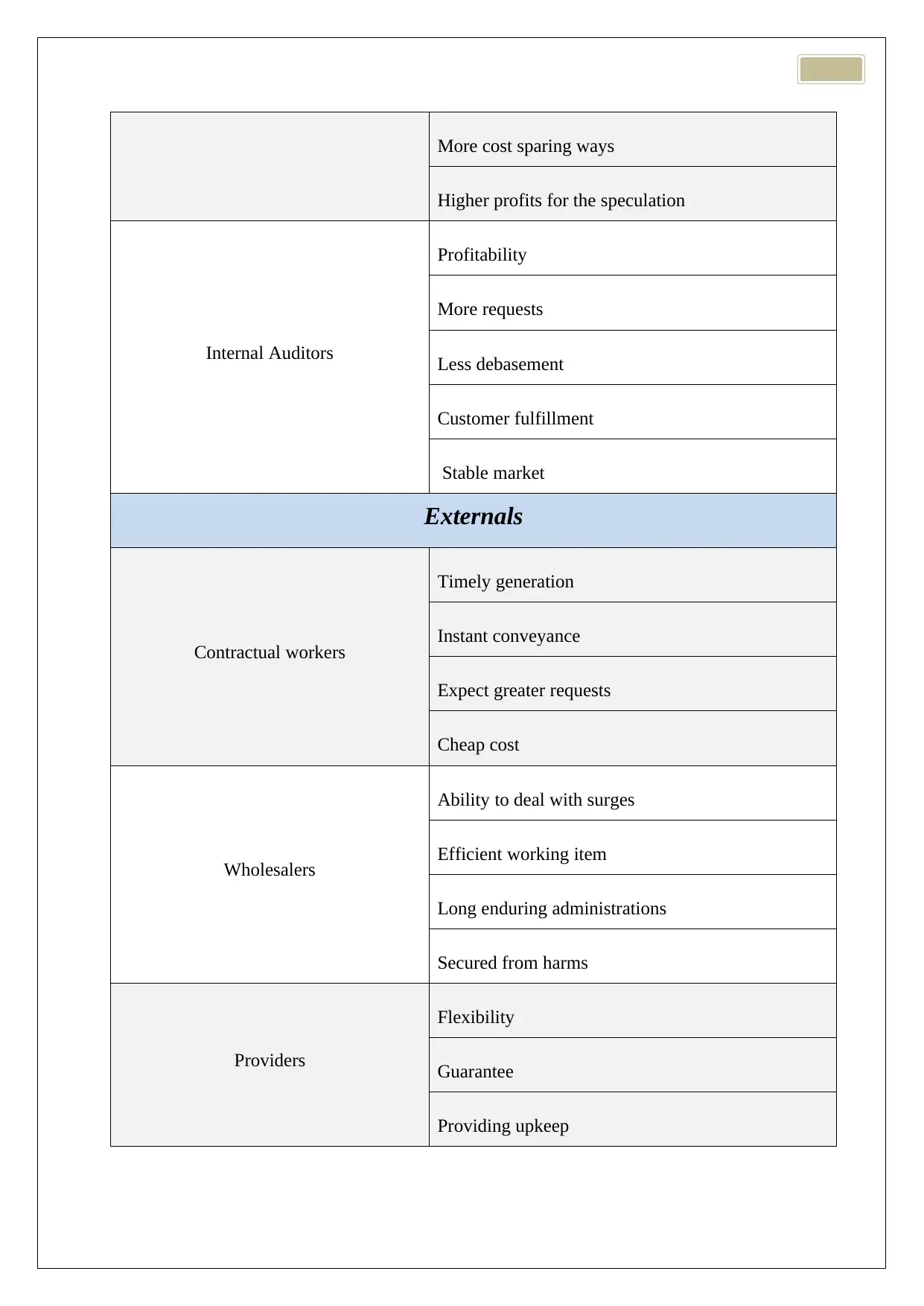
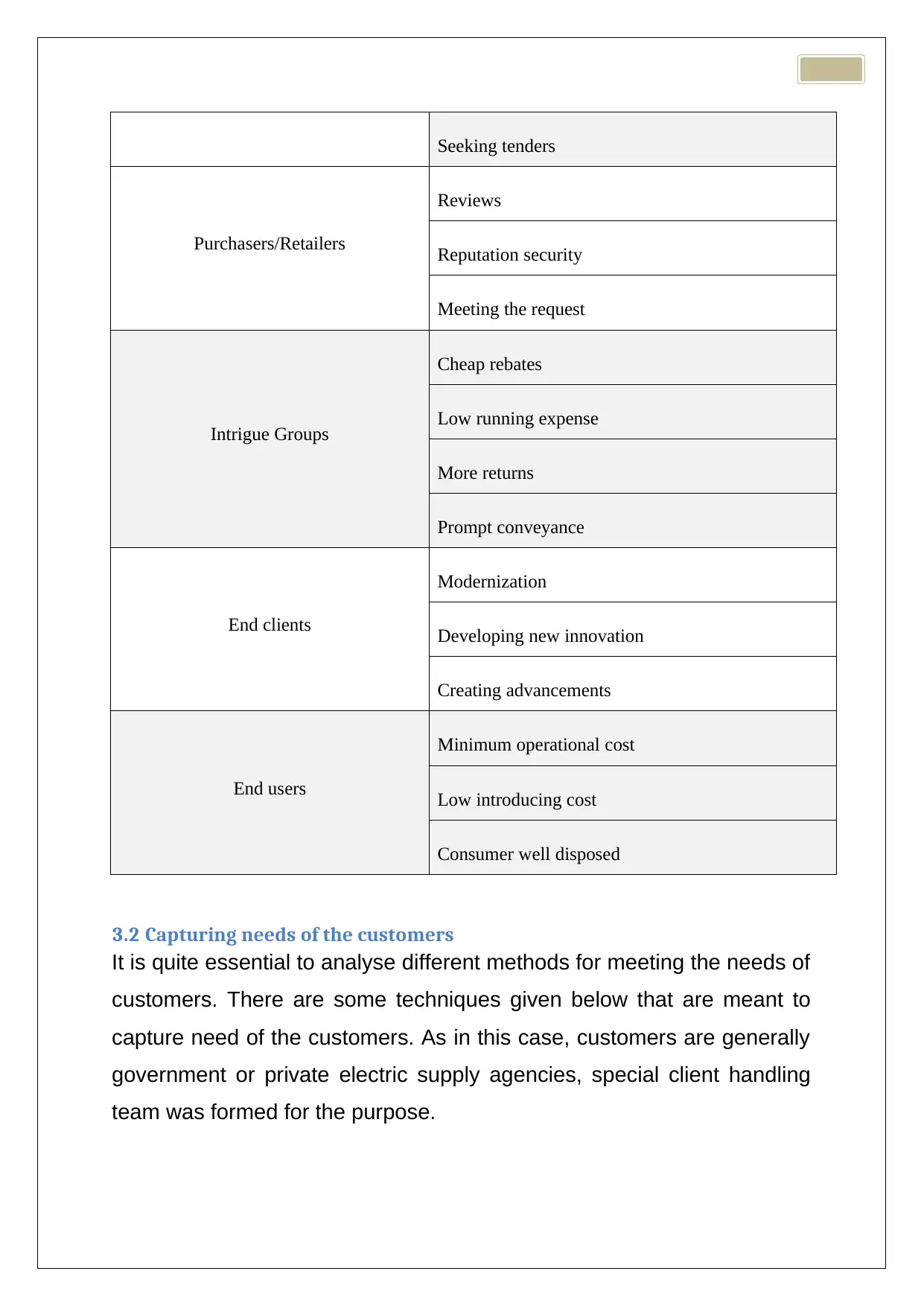
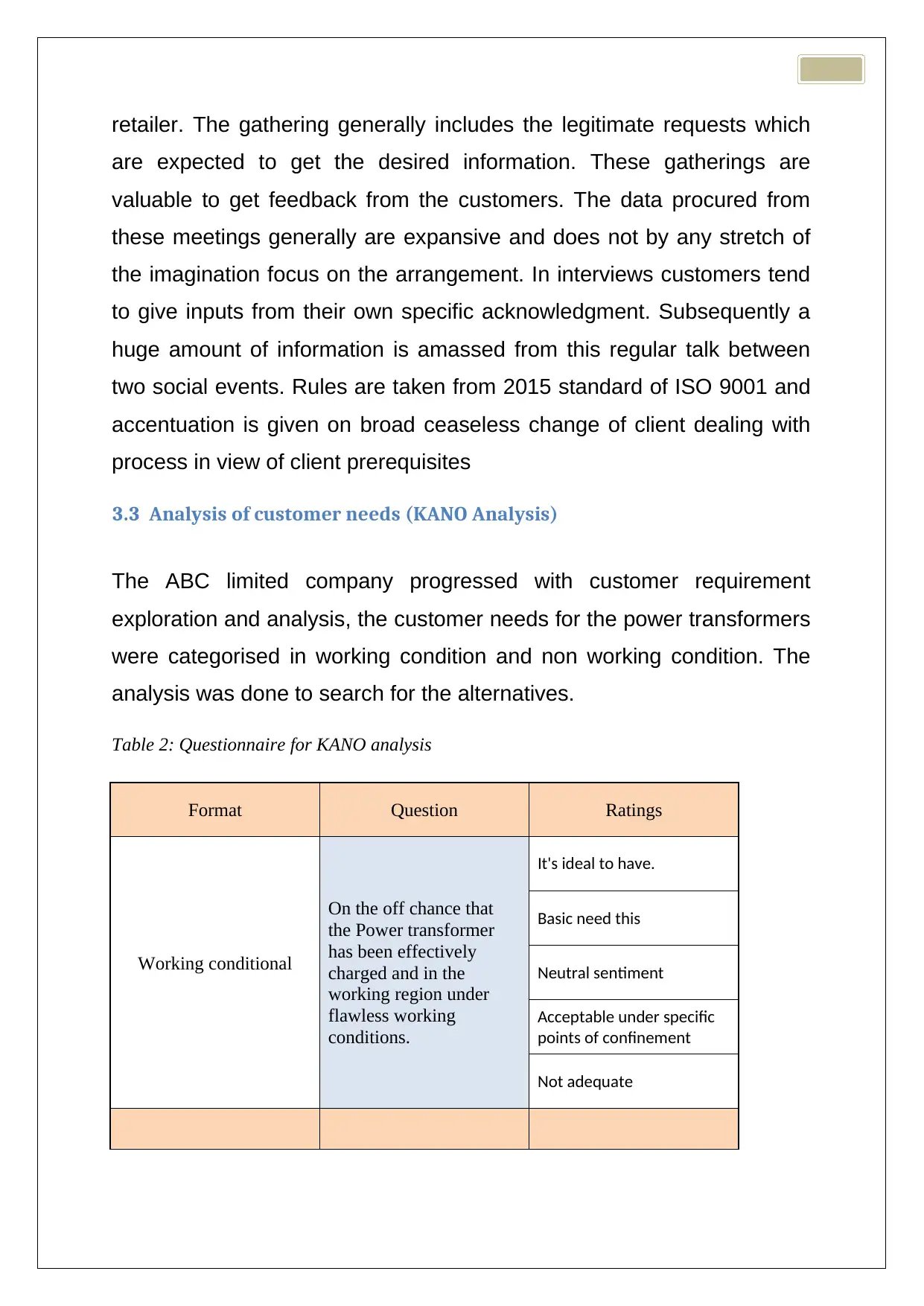
This report provides a comprehensive analysis of quality planning and analysis in the context of power transformer design and maintenance by ABC Pvt. Ltd. The report begins with an executive summary and introduction, highlighting the significance of power transformers in the energy supply chain. It delves into customer satisfaction, stakeholder analysis, and methods for capturing customer needs such as surveys, focus groups, complaints, customer visits, and interviews. The report employs KANO analysis to categorize customer requirements and translates these needs into design requirements using Quality Function Deployment (QFD). Design risk analysis is conducted using Failure Mode and Effects Analysis (FMEA). The report further discusses supplier evaluation and selection, outlining the identification of components, criteria for the supply chain, and the construction of a supplier choice model. Statistical process control (SPC) is addressed, including the identification of procedures and the use of SPC charts for monitoring. Finally, the report explores problem-solving tools such as brainstorming, why-why analysis, cause-and-effect diagrams, and Pareto analysis. The study references ISO 9001:2015 for quality guidelines.
1 out of 34
Related Documents






Your All-in-One AI-Powered Toolkit for Academic Success.
+13062052269
info@desklib.com
Available 24*7 on WhatsApp / Email
![[object Object]](/_next/static/media/star-bottom.7253800d.svg)
Copyright © 2020–2026 A2Z Services. All Rights Reserved. Developed and managed by ZUCOL.